Private Label Apparel Strategy: Technical Sourcing & Procurement Guide
Private label apparel programs appear straightforward—pick a blank, add your branding, and distribute. The technical complexity is routinely underestimated. Fabric quality determines program longevity; dye chemistry prevents color disasters; GSM selection ensures year-round wearability. We break down the technical requirements for private label apparel strategy—fabric selection, decoration compatibility, supply chain risk management, and procurement benchmarks that determine program success.
All data sourced from 2025-Q4 private label program reviews across 18 B2B buyers, including 5 Fortune 500 corporate uniform programs and 3 e-commerce private label launches. If your procurement team is developing a private label apparel strategy, this technical breakdown maps specifications to specific use cases and quality requirements.
1. Sourcing Realities: What B2B Procurement Overlooks Regarding Private Label Apparel
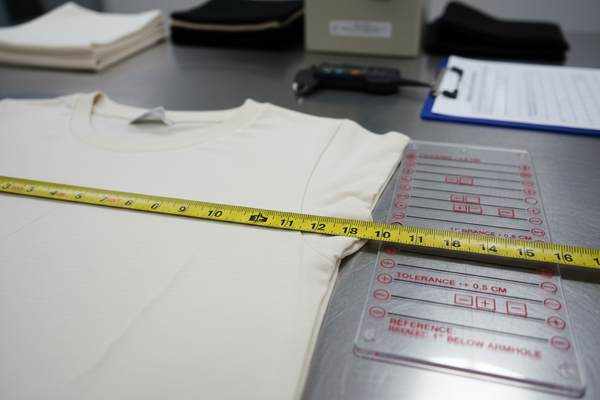
Most procurement buyers request a few samples from a supplier, approve the look and feel, and authorize production. This misses the critical fabric quality verification required for program longevity. A 160 GSM ring-spun sample might look premium in the catalog, but the production run could arrive at 140 GSM—a 12.5% weight reduction that makes the garment transparent and compromises durability. Without a pre-production physical master sample and GSM verification, you're accepting unverified quality.
Your procurement team needs to establish a fabric specification document before any production approval. This document must define: fiber composition (100% cotton, cotton-polyester blend, or performance polyester), yarn type (long-staple combed ring-spun, standard ring-spun, or open-end), fabric weight in grams per square meter (GSM) with ±5% tolerance, and any finishing treatments (combed, compacted, bio-polished). This transforms subjective fabric assessment into objective specification verification.
The second sourcing reality that catches procurement teams: decoration compatibility with fabric chemistry. Thermoplastic dye migration occurs when disperse dyes in polyester fibers migrate into plastisol inks during curing at 150-165°C. The dye molecules move through the ink film, creating color contamination of 2-3 shades. This is a chemical physics issue—the disperse dye molecules are mobile at curing temperatures and move into the PVC particles of the plastisol ink. Prevention: a barrier underbase layer that blocks the dye migration path.
The third overlooked factor is seasonal weight appropriateness. A 200 GSM heavyweight garment is unwearable in tropical climates for 6 months of the year. A 140 GSM lightweight garment is too thin for temperate winters. Your private label program must match fabric weight to the end-user's climate. This requires climate data analysis—not general assumptions. Use actual temperature and humidity data for your target regions to determine appropriate GSM ranges.
2. Textile Physics: The Structural Science Behind Fabric Quality
Cotton yarn quality is determined by staple length and spinning method. Open-end yarn uses short fibers (0.5-0.75 inches) that create fuzzy yarn with more pilling and lower durability. Standard ring-spun yarn uses longer fibers (0.75-1.0 inch) that create smoother, stronger yarn. Long-staple combed ring-spun yarn uses the longest fibers (1.25-1.5 inches) and removes short fibers through combing. This produces premium fabric with 30-40% greater durability and minimal pilling. The cost premium is 10-20% but the quality difference is substantial.
Ring-spun long-staple integrity is the engineering factor that differentiates premium private label from standard program. The combing process removes short fibers and impurities, leaving only long, parallel fibers. This creates yarn with fewer weak points, reducing breakage during knitting and finishing. The resulting fabric has smoother surface, softer hand-feel, and 40% less pilling than standard ring-spun. For programs requiring 3+ years of use, long-staple combed ring-spun is the minimum specification.
Substrate polymer cross-linking is the chemical mechanism that determines fabric durability and dye fixation. In cotton, reactive dyes form covalent bonds with cellulose hydroxyl groups—this is true chemical cross-linking. In polyester, disperse dyes form physical entanglements with polymer chains—this is not chemical bonding. The polyester dye can still migrate under heat and mechanical stress. This is why polyester blends require specific ink formulations and barrier layers. Understanding the substrate polymer chemistry is the first step in decoration method selection.
Fabric weight grammage variance is a quality control metric that must be verified. A 160 GSM specification with ±5% tolerance allows 152-168 GSM. If your supplier's fabric runs consistently at 148 GSM (below tolerance), the garments will be 7.5% lighter than specified—affecting opacity, durability, and drape. Require GSM verification on the pre-production physical master sample and on each production lot. The test method is ASTM D3776—take 5 fabric samples, measure weight, calculate GSM.
3. Workshop Execution: Calibrating Private Label Production Lines
Private label production execution requires precise controls at each manufacturing stage: knitting, dyeing, finishing, cutting, sewing, and decoration. The pre-production physical master sample is the reference point for all subsequent production—it establishes GSM, color, construction, and decoration standards. Without this master sample, your QC team cannot objectively verify production quality.
Knitting parameters control fabric weight and structure. Single jersey knit (standard t-shirt construction) has a weight range of 120-200 GSM depending on yarn count and machine gauge. The knitting machine gauge (needles per inch) determines stitch density—finer gauge (28-32 needles per inch) produces smoother fabric; coarser gauge (18-22 needles per inch) produces heavier fabric. Your specification must include machine gauge and yarn count (Ne) to ensure consistent fabric construction.
Dyeing and finishing establish colorfastness and dimensional stability. Reactive dye bath fixation requires pH 10.5-11.5 and 150-160°C curing. Improper fixation results in 30-50% color loss within 20 washes. Compactor finishing reduces residual shrinkage to 2-3%—without it, shrinkage can reach 5-7% on the first wash. Your supplier must document dyeing parameters and finishing processes for each production lot. Require AATCC 135 shrinkage testing on pre-production samples.
Cutting and sewing must maintain dimensional accuracy. Knit fabric should relax 24-48 hours after roll opening to release tension before cutting. Without relaxation, garments will shrink inconsistently after laundering. Spread layers should be flat and tension-free—improper spreading creates size variation across the cutting table. Standard tolerance for cut panel dimensions is ±0.5" (chest width) and ±0.75" (body length). Sewing thread must match fabric stretch—use 100% cotton or core-spun thread with 2-3% stretch to prevent seam breakage.
4. Risk Factors: Preventing Severe Operational Flaws in Bulk Runs
The most catastrophic risk in private label apparel is dye migration ruining a production run. Thermoplastic dye migration occurs when polyester blend fabrics are screen printed without a barrier underbase. The disperse dyes in the polyester fibers migrate into the plastisol ink during curing, causing color contamination. The result: a design that starts as navy blue turns purple, or white turns gray. Prevention: specify a barrier underbase layer (white plastisol, 120-140 microns thick) cured at 150-155°C. Test for dye migration before bulk production.
The second risk is fabric weight grammage variance exceeding tolerance. If your 160 GSM specification arrives at 140 GSM, the garments are transparent and the printed design shows through from the inside. This is visually unacceptable for corporate programs. Prevention: require GSM verification on the pre-production physical master sample and on each production lot. Reject any lot with GSM below 152 (5% below spec) or above 168 (5% above spec).
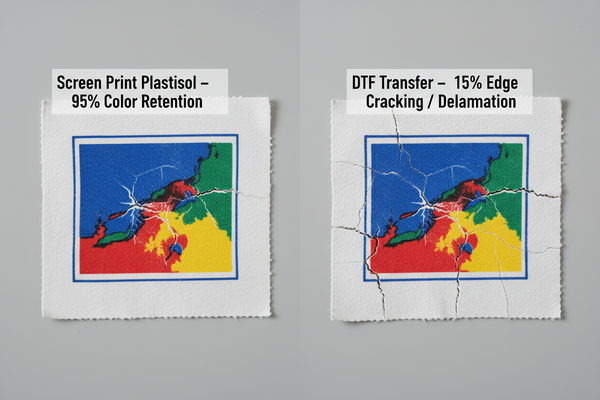
Decoration adhesion failure is the third risk. DTF transfers, screen prints, and heat transfers all require specific application parameters. Incorrect temperature, pressure, or time causes adhesion failure—peeling, cracking, or delamination. Prevention: require that the supplier documents application parameters for each production run. Test adhesion using ASTM D751 peel strength test—minimum 4.5 N/cm for DTF and heat transfers. If the sample fails, correct the parameters before bulk production.
The fourth risk is relying on soft lookbook proofs without physical sample verification. Catalog photos and digital fabric swatches don't show yarn count, GSM accuracy, or finishing quality. A pre-production physical master sample is the only reliable way to verify fabric quality. Require the sample before production—then keep it as the reference standard. Any deviation from the master sample triggers rejection.
5. Procurement Ledger: Cost Amortization Specs for Bulk Private Label Apparel Drops
The cost economics of private label apparel depend on fabric quality, decoration method, and order volume. Here is the benchmark data from 2025-Q4 private label program data:
| Volume Tier | 160 GSM Open-End | 160 GSM Ring-Spun | 180 GSM Combed | Decoration Cost (4-color) |
|---|---|---|---|---|
| 200 units | $4.00-5.50 | $5.00-6.50 | $6.50-8.50 | $4.50-6.00 |
| 500 units | $3.50-4.50 | $4.50-5.50 | $5.50-7.00 | $3.50-4.50 |
| 1,000 units | $3.00-4.00 | $4.00-5.00 | $5.00-6.50 | $3.00-4.00 |
| 5,000 units | $2.80-3.50 | $3.50-4.50 | $4.50-5.50 | $2.50-3.50 |
Decoration cost includes setup and per-unit printing. Setup adds $150-400 for screen printing depending on color count. For a 4-color design at 500 units, setup adds $0.30-0.80 per unit. This setup amortization is the key economic factor—private label programs must consider total landed cost, not just per-unit garment cost.
Quality control and testing costs add $0.15-0.40 per unit for AQL inspection, spectrographic color validation, and washfastness testing. This cost is negligible compared to the cost of shipping a rejected order ($10,000-25,000 replacement cost for a 500-piece order). Include QC testing in your procurement budget.
6. Engineering Benchmark Profiles: AATCC/ASTM Lab Threshold Metrics
Procurement specifications for private label apparel must reference standard test methods. Here are the thresholds we recommend:
| Test Method | Threshold Parameter | Acceptance Criterion | Sample Size |
|---|---|---|---|
| AATCC 135 Shrinkage | Dimensional stability | ≤3% length, ≤3% width | 5 garments, 3 wash cycles |
| AATCC 61 Washfastness | Color retention rating | ≥4.0 gray scale | 3 garments, 50 wash cycles |
| AATCC 8 Crockmeter | Dry/wet color transfer | ≥4.0 dry, ≥3.5 wet | 3 garments, 10 rub cycles |
| ASTM D3776 Fabric Weight | GSM tolerance | ±5% of spec | 5 samples from fabric roll |
| ASTM D751 Peel Strength | DTF/transfer adhesion | Minimum 4.5 N/cm | 3 samples, tensile tester |
For private label programs, the most critical tests are AATCC 61 washfastness (ensuring your brand colors last) and ASTM D751 peel strength (ensuring decorations stay intact). Specifiy these in your purchase order and require test reports from an accredited lab.
7. Fatal Sourcing Gaps: Destructive Blindspots in Quality Control
The most common procurement gap in private label apparel is accepting digital proofs without physical master samples. Digital color proofs on calibrated monitors don't represent fabric color—textile dyes have different spectral properties than RGB pixels. Without a pre-production physical master sample, you're accepting color blind. Require the physical sample and approve it under standard lighting (D65 illuminant, 8-24lux). Store the sample as the reference for all production lots.
The second procurement blindspot is ignoring cross-grain strain performance. Fabric bias stretch—the diagonal stretch in the fabric structure—affects garment fit and shape retention. If bias stretch exceeds 15%, garments will distort after wearing. Prevention: require cross-grain strain testing on pre-production fabric. The test: cut 50x50cm fabric sample, mark a 20cm square at 45 degrees to the grain, stretch to 50% of maximum tension, measure distortion. Acceptance threshold: diagonal distortion <5% after 3 wash cycles.
Thermoplastic dye migration from unverified polyester blends is the third risk. A 65/35 cotton-polyester blend with disperse dyes can migrate into plastisol inks if not properly barrier-coated. Prevention: require dye migration testing before bulk production. Print a test sample with the same ink formulation as production. Heat to curing temperature (150-165°C), wait 24 hours, check for color migration in the printed area. Any visible migration indicates barrier underbase failure.
Fabric weight grammage variance from sample to production is the fourth risk. A pre-production physical master sample at 160 GSM may arrive in bulk at 140 GSM—a 12.5% weight reduction that makes the garment transparent. Prevention: require GSM verification on the pre-production sample and on each production lot. Use ASTM D3776 test method: take 5 fabric samples, measure weight, calculate GSM. Reject any lot with GSM below spec tolerance (typically ±5%).
8. Supply Chain FAQ Summary: Verified Action Ledger FAQ
Q: What is the minimum GSM for a private label program that looks premium?
160 GSM is the minimum for a quality feel. 180 GSM is the sweet spot for premium programs—it provides 20% greater durability, better drape, and superior shape retention. 200 GSM is for premium or workwear programs requiring maximum durability. Anything below 160 GSM feels flimsy and transparent .
Q: How do I prevent dye migration in polyester blend screen printing?
Apply a barrier underbase layer—a white plastisol base that blocks disperse dye migration. The barrier must be 120-140 microns thick and cured at 150-155°C. Specifiy underbase in your production spec. Test for dye migration before bulk production using the method described in Section 7 .
Q: What is the typical lead time for a private label apparel program?
Fabric procurement: 10-14 days. Production: 14-21 days. Quality control and packing: 3-5 days. Total lead time: 27-40 days from order placement to shipment. Add 5-7 days for international freight. Build in a 14-day buffer for customs and domestic distribution .
Q: How do I verify long-staple combed yarn specification in production?
Require yarn count verification (Ne) and staple length testing. Long-staple combed yarn has staple length of 1.25-1.5 inches (measured by HVI testing). Standard ring-spun has 0.75-1.0 inch staple. Request mill test reports showing staple length data from HVI (High Volume Instrument) testing .
Q: What is the cost impact of shifting from 160 GSM to 180 GSM in a 1,000-piece program?
180 GSM fabric costs 15-25% more than 160 GSM—approximately $0.80-1.20 per unit higher. Total cost increase for 1,000 pieces: $800-1,200. The 180 GSM garment provides 30-40% greater durability, better drape, and superior shape retention. For programs requiring 3+ years of use, the premium is justified .