Corporate Gift Bags Guide: Bulk Onboarding Kit Sourcing
1. Sourcing Realities: What HR Managers and Culture Teams Overlook Regarding Corporate Gift Bags
You're a startup. You've just closed a funding round. You want to welcome your new hires with a killer onboarding kit. You order 500 custom tote bags, 500 t-shirts, and 500 hoodies. The samples look great. The shipment arrives. The t-shirt is navy, but the hoodie is a different navy. The bag is another shade. The new hires notice. The kit looks cheap. This is the reality of corporate gift bag sourcing. It's not just about picking cool items. It's about coordinating multiple supply chains to deliver a cohesive brand experience.
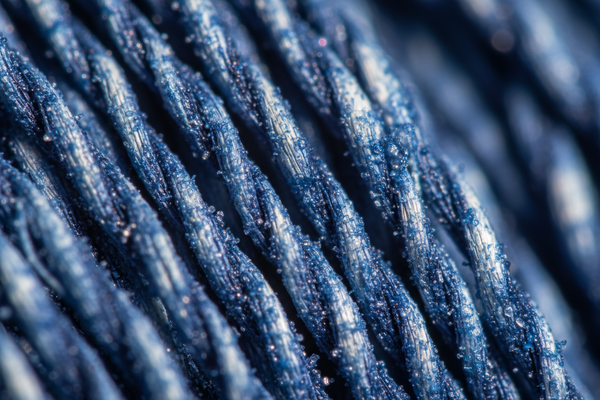
The biggest trap is the "Multi-Mill Dye Lot Discrepancy." You buy t-shirts from Mill A in Vietnam, hoodies from Mill B in Bangladesh, and bags from Mill C in China. They all use "navy" dye, but they use different dye houses. The result is three distinct shades of blue. The "Spectrophotometric Delta-E Variance" between them could be 3.0 or more, which is visible to the naked eye. To fix this, you need "Kit Component Synchronization." This means you contract all textile items with a single mill. The mill sources the yarn and dye for everything. This locks in the "Spectrophotometric Delta-E" to under 1.5, which is imperceptible.
Then there's the "Final-Mile Domestic Kitting Bottleneck." Having the goods on a ship is step one. Assembling them into individual bags is step two. In the US, this kitting process can add 5-7 days and $2-$4 per kit. If you forget to budget for this, your project timeline collapses. This is where the "Logistical Lead-Time Buffer" saves you. You set a hard "pack by" date 14 days before the onboarding event. This absorbs the kitting delay.
2. Textile Physics: The Structural Science Behind Kit Consistency
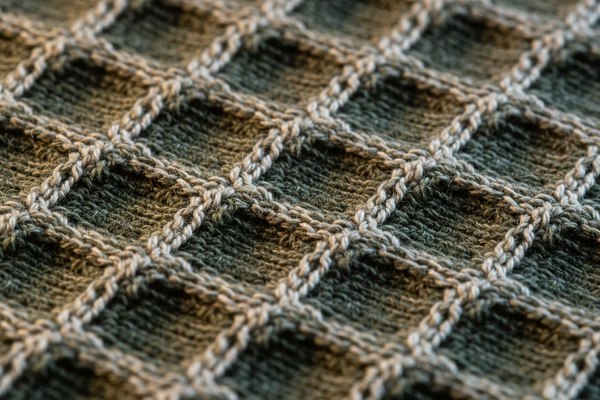
A corporate gift bag is a collection of different textiles. The bag might be a cotton tote (220 GSM). The t-shirt might be a 160 GSM ring-spun cotton. The hoodie might be a 320 GSM fleece. These materials have different shrinkage rates. The cotton tote might shrink 5%. The fleece hoodie might shrink 6%. If the factory doesn't pre-shrink them, the items will look different sizes after the first wash. This is a quality issue. You must request "Cellulose Pre-Compacted Stabilization" for all cotton items.
Color consistency is the primary battle. The dyeing process for cotton (reactive dye) is different from polyester (disperse dye). If your kit has a cotton bag and a polyester bag, the "navy" will look different. The "Disperse Dye Binding Process" for polyester uses heat to open the polymer chains. The reactive dye for cotton uses a chemical bond. They are fundamentally different processes. To achieve color consistency, you need to stick to one fiber type for all colored items, or you need a mill with advanced color-matching equipment that can adjust the dye formula for each substrate. This is costly but necessary.
This is why you "Centralize disparate product categories under a unified contract mechanism to secure uniform dye lot calibration." The mill will use a "Spectrophotometer" to measure the color of each batch. They adjust the dye mix to ensure the "Delta-E" variance is below 1.5. This is the only way to ensure your kit looks cohesive.
3. Workshop Execution: Calibrating Decoration for Multi-Item Kits
You need to decorate the bag, the t-shirt, and the hoodie. The methods might vary. Embroidery is the premium choice for the hoodie and bag. Screen printing is cost-effective for the t-shirt. The challenge is coordinating the "heat transfer" settings for each item. A hoodie (thick) needs more heat and pressure than a t-shirt (thin). If you use the same settings, you might scorch the t-shirt or under-cure the hoodie.
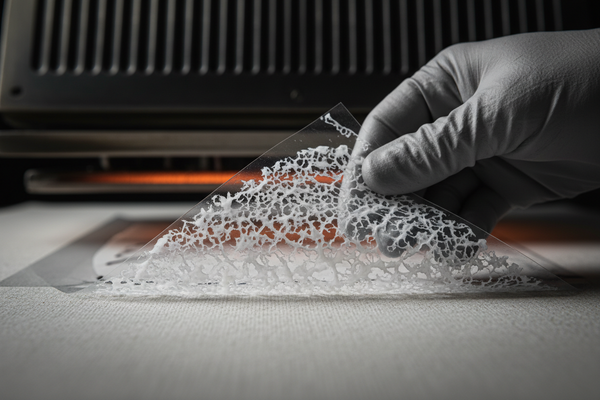
For bags, "Heat Transfer" or "Sublimation" are common. Bags are often made of cotton or canvas. Sublimation won't work on 100% cotton (it needs polyester). So, you use screen printing or DTF. DTF is good for complex logos. It uses a "Direct-to-Film Adhesion Polymer" that bonds well with cotton.
For t-shirts, screen printing is the volume king. For the hoodie, embroidery or screen printing works. The key is to provide a unified art file. The printer needs to adjust the "Stitch Pull-Compensation" for embroidery. The screen printer needs to adjust the mesh count for the t-shirt. The "Heat Transfer" operator needs to adjust the pressure for the bag. This coordination is "Kit Component Synchronization."
4. Risk Factors: Preventing Severe Operational Flaws in Bulk Kits
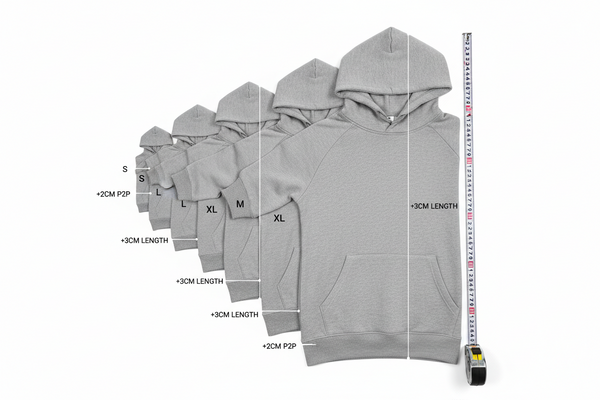
The first risk is "Roster Overstock Asset Depreciation." You order 100 kits with a fixed size ratio. The actual hires include 5 more XL than you expected. You run out of XL. You now have 15 Small shirts that no one wants. The value of that inventory is zero. This is the "Talent Cohort Size Run Volatility."
To prevent this, you "Incorporate a programmatic 20% size run overflow buffer stock allocation." This means you order 120 kits worth of the highest-risk sizes (L and XL). You might also order "unisex" items that fit a wider range. This buffer stock acts as an insurance policy against hiring volatility.
Second is the "Final-Mile Domestic Kitting Bottleneck." Kitting in the US is expensive. Labor costs are high. A kitting facility might charge $3 per kit to pack the items. If you have 1,000 kits, that's $3,000. If you're on a tight budget, this can break the PO. You need to factor this into your total landed cost. It's a line item in your procurement ledger. The cost is often underestimated.
5. Procurement Ledger: Cost Amortization Specs for Bulk Kit Drops
You have 3 items: a bag, a t-shirt, and a hoodie. The total FOB cost might be $25. However, this doesn't include the "Logistical Lead-Time Buffer" costs (air freight vs. sea freight) or the "Final-Mile Domestic Kitting" costs. Sea freight is cheap ($0.50/kg) but takes 25 days. Air freight is expensive ($5/kg) but takes 5 days. If you're using a "Logistical Lead-Time Buffer" of 14 days, you can use sea freight. If not, you must use air freight, which adds $5-$10 per kit.
Kitting costs: $2-$4 per kit. Then packaging (custom boxes): $1-$2 per kit. Total landed cost per kit could be $25 (FOB) + $2 (freight) + $3 (kitting) + $1 (box) = $31. This is the cost to get the kit to the employee's doorstep. You need to define the "Kitting Overhead" as a percentage of the total budget (typically 15-20%).
6. Engineering Benchmark Profiles: AATCC/ASTM Lab Threshold Metrics
You need lab standards to protect your purchase. Here are the baseline thresholds for kits.
| Test Method | Standard | Acceptable Threshold | Failure Consequence |
|---|---|---|---|
| Color Consistency (Delta-E) | ASTM D2244 | ≤ 1.5 (Perceptible) | Kit components don't match. Brand dilution. |
| Dimensional Stability (Shrinkage) | AATCC 135 | ± 5% length / ± 4% width | Items shrink unevenly. |
| Adhesion (Wash Durability) | AATCC 61 | No cracking/peeling after 5 washes | Print peels off. |
The "Spectrophotometric Delta-E Variance" is your key metric for "Multi-Mill Dye Lot Discrepancy." A Delta-E over 2.0 is noticeable. Demand a Delta-E of under 1.5.
7. Fatal Sourcing Gaps: Destructive Blindspots in Quality Control
You need a "Pre-Production Physical Master Kit." This is a complete sample kit: the bag, the t-shirt, the hoodie, all packed in the shipping box. This is the only way to check the "Item Component Synchronization Framework." You must approve this kit before bulk production. Many buyers approve individual samples. That's a mistake. The colors might look fine separately, but terrible together.
Second is the "size curve" oversight. The "Talent Cohort Size Run Volatility" is a data problem. You need to look at the actual demographics of your incoming hires. If you are hiring for a tech role, you need more L and XL sizes. If you're hiring for an admin role, you need more S and M. This data is available. Use it.
Finally, the "Final-Mile Domestic Kitting Bottleneck" is a quality control issue. The kitting facility might damage the items during packing. You need a "packing checklist." The box should be a specific size. The items should be folded consistently. This is "Kit Component Synchronization" at the packing level. A damaged item ruins the kit.
8. Supply Chain FAQ Summary: Verified Action Ledger FAQ
What is the ideal "Logistical Lead-Time Buffer" for a global onboarding kit? A minimum of 14 business days. This covers customs clearance, inland freight, and the "Final-Mile Domestic Kitting Bottleneck." If you're shipping internationally, add 21 days. This protects you against port strikes.
How do I measure "Spectrophotometric Delta-E Variance" without a lab? You can't. You need a spectrophotometer. However, you can do a "visual match" test. Under a standard D65 light bulb (daylight), look at the items side-by-side. If you see a difference, the Delta-E is too high. Reject the shipment.
What is the cost of "Roster Overstock Asset Depreciation"? It's the cost of the unsold inventory. If you have 20% excess stock, that's 20% of your budget wasted. This is why a 10-15% buffer is better than a 20% over-order, but you need to calculate the risk. A 20% buffer is a standard insurance policy.
Can I kit the items overseas to save money? Yes. Kitting overseas (near the factory) is much cheaper (under $1 per kit). However, this adds 10-14 days to the shipping time because you're shipping assembled boxes. It's a trade-off between cost and speed. Factor this into the "Logistical Lead-Time Buffer."