Mitigating Contract Risk: Heavyweight Cotton Embroidery for Startup HR Managers
1. What This Means in Real Procurement Context
For enterprise procurement officers and startup HR managers, deploying an onboarding clothing asset is not an exercise in basic promotional merchandising—it is a high-stakes brand equity operation. When a software engineer or operations director unboxes an onboarding package on day one, the weight density, tactile hand-feel, and structural execution of that apparel establish an immediate psychological benchmark regarding corporate value. Sourcing low-grade, cardboard-stiff open-end cotton items that warp, bleed, or shrink after a single domestic wash cycle results in instant disposal or relegation to the back of the wardrobe. This represents a total loss of utility, a squandered marketing impression, and a direct drain on corporate culture budgets.
Mitigating these risks requires moving away from superficial sales pitches and mastering contract manufacturing parameters and fabric physics. If your vendor cannot provide definitive metrics on yarn spinning methods, dye lot tolerances, and mechanical compaction percentages, you are flying blind into a high-volume production minefield. True procurement control means anchoring your purchase orders in rigid technical specifications, protecting your timelines with liquidated damages clauses, and organizing your logistical frameworks to handle real-world human variables without bottlenecking your delivery pipeline.
Operating under a pre-purchase implementation phase demands a structural shift in how supply chains are structured. Instead of chasing cheap spot-market items across fragmented production mills, corporate apparel programs must be managed with the same analytical scrutiny applied to hardware infrastructure or enterprise software service contracts. The following technical breakdown arms sourcing teams with the explicit engineering benchmarks and legal frameworks required to enforce absolute quality assurance from the factory floor directly to the cross-dock terminal gate.
2. Material Science Explanation
To secure a premium streetwear-inspired lookbook aesthetic that employees will actually wear outside office hours, sourcing teams must look past generic labels like "100% cotton" and analyze the micro-structural configuration of the yarn. Low-tier contract mills routinely deploy open-end carded cotton fibers. This process wraps short, uneven cotton staples into a highly irregular yarn structure packed with microscopic air pockets and unaligned fibers. Under tension and moisture, these yarns suffer severe fiber abrasion, experience massive moisture regain leading to structural swelling, and exhibit catastrophic dimensional shrinkage—frequently exceeding 8% along the vertical warp orientation.
The technical benchmark for elite corporate apparel programs is 100% combed, ring-spun cotton with long-staple fibers exceeding 32 millimeters in length. The mechanical combing process completely eliminates short, weak fibers and parallel-aligns the remaining strands before they are tightly spun into smooth, high-density yarn threads. This material configuration optimizes tensile strength, minimizes surface hairiness to virtually eradicate fabric pilling, and establishes an exceptionally flat, stable face fabric. When knitted into a substantial 300 to 340 GSM (grams per square meter) 3-end fleece or high-gauge French terry, the fabric delivers an upscale, substantial drape while cutting down laundering shrinkage tolerances to a predictable, tight range of under 3% to 4%.
When the kit composition requires high-performance properties—such as moisture management for global corporate meetups or active workwear applications—pure cotton must be swapped for a optimized cotton-poly CVC (Chief Value Cotton) or interlock blended matrix. Incorporating a synthetic polymer skeleton, such as polyethylene terephthalate (PET) polyester, introduces hydrophobic properties that limit water absorption and drastically accelerate drying speeds. The synthetic yarns function as structural scaffolding inside the knit matrix, binding the natural cotton loops to prevent vertical skewing and torqueing under high-heat commercial laundering cycles. Sourcing teams must ensure the blend ratio stays within a 70/30 or 80/20 cotton-to-polyester balance to preserve the premium natural hand-feel while capitalizing on the synthetic fiber's resilience.
3. Manufacturing Process Breakdown
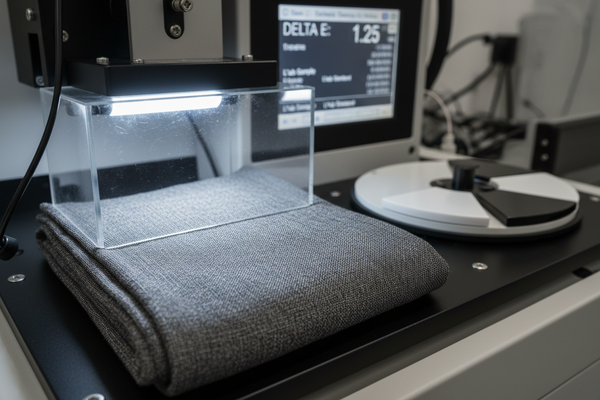
The journey from loose fiber bales to a finished custom onboarding kit requires strict mechanical and chemical process control points. The first major point of potential failure is the dyeing bath. To meet strict brand guideline color match parameters across diverse apparel items, factories must use computerized reactive vat dyeing for cellulose-based cotton and high-pressure disperse dyeing for synthetic polyester. Sourcing specifications should mandate that color accuracy be verified objectively using automated spectrophotometers under a standardized D65 illuminant. The maximum allowable variance must be capped at a Delta-E CMC threshold of less than 1.0; anything wider creates a visible color mismatch when separate items are styled together in a unified corporate outfit.
Once the dyed fabric rolls pass dimensional stability testing (such as AATCC 135), they proceed to the cutting and decoration lines. For premium branding, structural embroidery remains the preferred decoration track for outerwear and heavy fleeces. This process requires importing digital vectors into specialized embroidery software to program precise underlay stitch matrices and pull-compensation factors. If a design lacks proper pull compensation (typically a minimum adjustment of 0.3mm), the dense needle penetrations will pull the knit loops inward, causing permanent puckering around the logo boundary that cannot be ironed out. The production line must use high-speed multi-head machinery (such as Tajima or Barudan configurations) fitted with 75/11 ballpoint needles that slide between knit yarns rather than cutting through individual cotton fibers.
For lighter-weight elements within the kit, like combed cotton tees or technical polos, alternative decoration methods are deployed. High-density TPU heat transfers offer ultra-crisp line work and multi-color execution without the structural weight of heavy embroidery thread. This hot-stamping phase requires strict mechanical control: automated pneumatic presses must lock down an activation temperature of 145°C to 155°C, apply a minimum constant pressure of 4 bar, and maintain a precise dwell time of 12 to 15 seconds to ensure the polyurethane adhesive backing completely liquefies and cross-links with the underlying fabric yarns. For custom finishing, internal neck areas should feature custom ultrasonic-cut print labels to replace scratchy woven tags, removing a common point of wearer discomfort right at the first touchpoint.
4. Risk Factors & Failure Cases
Sourcing large-scale custom apparel programs without structural quality control protocols inevitably triggers severe production failures. A primary material defect is embroidery puckering, which typically occurs when factories use heavy, high-tension polyester embroidery threads on an unstable, low-GSM lightweight jersey fabric without adequate stabilizing backing. As soon as the garment absorbs moisture from environmental humidity or a standard wash cycle, the fabric contracts while the stiff embroidery stitches hold their ground, warping the surrounding panels into an unsightly, rippled mess that instantly ruins the corporate aesthetic.
A second common failure is dye migration, also known as pigment bleeding, which commonly ruins polyester-blend garments decorated with low-temperature heat transfers or screen printing inks. If the factory fails to apply a specialized anti-migration carbon blocker ink layer beneath the primary logo pigments, the disperse dyes inside the polyester fibers will vaporize under the heat of the curing dryer or subsequent home ironing. These gasses bleed upward through the decoration layers, turning crisp white corporate logos into a dull, muddy pink or hazy grey shade that violates brand identity guidelines.
In addition to these structural issues, logistical failures can completely disrupt onboarding timelines. The most common pitfall is a total lack of a lead time buffer within the production schedule. If an enterprise buyer maps production completion to the exact week a new hire cohort arrives, any standard supply chain disruption—such as a customs inspection delay, a cross-docking terminal bottleneck, or inland freight driver shortages—will result in an empty welcome desk. The psychological momentum of the onboarding experience is lost, and the company is stuck with expensive overnight shipping surcharges trying to track down and patch a fractured delivery run.
5. Cost Structure Analysis
Evaluating a high-volume B2B apparel contract requires a granular look at the total cost of sourcing. Sourcing managers must look past basic unit prices and map costs across five distinct layers: raw material yarn and knitting inputs ($C_m$), decoration processing fees ($C_d$), logistics and terminal handling charges ($C_l$), quality control auditing overhead ($C_q$), and risk buffer mitigation factors ($C_r$). The master financial engineering formula is structured as:
Raw material costs are directly linked to fabric weight and yarn processing quality; opting for a stabilized 320 GSM combed cotton fleece instead of a cheap 240 GSM open-end fabric typically adds 25% to 35% to the base material cost, but this investment cuts defect rates down by more than half. Decoration pricing for structural embroidery is calculated based on total stitch count rather than color count; a complex 12,000-stitch chest logo requires longer machine running times and higher needle wear, which scales decoration costs linearly compared to a simple 4,000-stitch execution. Sourcing teams must audit these stitch allocations during the prototyping phase to balance graphic impact against high-volume manufacturing speeds.
Logistics costs must be calculated on a strict DDP (Delivered Duty Paid) Incoterms framework to ensure the manufacturing factory absorbs all international freight risks, customs clearance tariffs, and terminal port handoffs until the containers cross the domestic warehouse gate. The most critical financial safeguard is budgeting for a 20% size run buffer stock ($B_s$) within the initial purchase order. Attempting to match new hire distributions perfectly is statistically impossible due to shifting corporate hiring demographics. If you run out of Extra Large hoodies, ordering a tiny stop-gap batch of 15 units post-launch triggers low-volume setup penalties that can spike your unit costs by up to 300%. Maintaining a proactive buffer pool at volume scale eliminates these emergency expenses and ensures seamless distribution.
6. Technical Comparison Profile
To assist procurement teams in choosing the right materials for their specific corporate applications, the following technical profile compares standard engineering thresholds across three primary fabric configurations used in high-volume onboarding programs. All parameters are calibrated against international textile testing standards (AATCC and ASTM).
| Engineering Parameter | 100% Combed Cotton Fleece | 80/20 Cotton-Poly CVC Blend | 100% Interlock Polyester |
|---|---|---|---|
| Target GSM Range | 300 – 340 GSM (Heavyweight) | 280 – 310 GSM (Mid-to-Heavy) | 140 – 160 GSM (Lightweight) |
| Laundering Shrinkage (AATCC 135) | < 3.5% (Warp) / < 2.0% (Weft) | < 1.8% (Warp) / < 1.0% (Weft) | < 0.5% (Dimensional Lock) |
| Colorfastness to Wash (AATCC 61) | Grade 4.0 (Requires Reactive Dye) | Grade 4.5 (Highly Stable) | Grade 4.8 (Disperse Dye Locked) |
| Bursting Strength (ASTM D3786) | ≥ 320 kPa | ≥ 410 kPa | ≥ 480 kPa |
| Decoration Optimization Track | High-Density Structural Embroidery | Embroidery / TPU Heat Transfer | Sublimation / Low-Temp Transfers |
7. Common Sourcing Mistakes
Reviewing historical corporate procurement data reveals three consistent mistakes that frequently disrupt onboarding kit programs. The first is ordering a generic, linear size run distribution based on outdated industry averages instead of auditing the actual workforce demographics. A tech startup engineering cohort often skews toward larger, more relaxed streetwear profiles (XL and XXL), while a field operations team might require a highly specific distribution curve. Relying on an un-audited sizing split leaves sourcing managers with piles of unusable edge stock and an immediate shortage of core sizes, forcing expensive emergency re-orders.
The second widespread error is a complete failure to enforce color matching consistency across different fabric types. Buyers often source cotton hoodies from one manufacturer and synthetic polyester polos or tech accessories from another, sending over a single digital Pantone reference hex code and assuming perfect alignment. Because different fabrics reflect light differently, a color that looks correct on cotton will look completely different on polyester under 4000K office lighting. Without spectrographic testing ($\Delta E$) and physical color approvals under standardized light boxes before production, the resulting kits will look mismatched and inconsistent, diluting the corporate visual identity.
Finally, a critical mistake is neglecting to build a real lead time buffer into the project timeline. Sourcing teams regularly plan backwards from a hard corporate event or new hire start date, allocating only the bare minimum days required for manufacturing and standard shipping. This leaves zero room for error. When standard supply chain hiccups happen—whether it is a minor customs delay, a truck driver shortage at the terminal cross-dock, or a machine calibration issue at the decoration factory—the timeline breaks completely. The kits arrive late, forcing HR coordinators to scramble and leaving new employees without their gear on day one.
8. Supply Chain FAQ Summary
To ensure total clarity for sourcing teams, this summary covers the core operational policies required to successfully run a high-volume corporate apparel program. All production runs at ApparelLots operate under strict quality management systems designed to eliminate defects and ensure reliable, on-time delivery across international shipping lanes.
Our standard manufacturing agreement includes explicit performance guarantees, capping allowable defect rates at an industry-leading 1.5% threshold. Any items falling outside specified spectrographic color matches or dimensional stability limits are immediately covered by contract indemnity clauses, ensuring swift factory replacement or credit resolution. By consolidating all kit elements under a single master purchase order and maintaining a dedicated size buffer pool, enterprise buyers can reliably protect their budgets and deliver a premium onboarding experience for every new team member.