Evaluating 600D Polyester vs Canvas Screen Print Bags for Corporate Gifting Teams
1. What This Means in Real Procurement Context
Let's have a straight, broker-to-buyer reality check about how volume custom bag allocations actually perform or self-destruct in the commercial space. If you are a procurement manager, a corporate gifting lead, or a supply chain auditor handling product distributions for high-intensity fitness networks or global marketing programs, the rock-bottom unit price on a factory spreadsheet is an complete illusion. The real variable that dictates your program efficiency is the long-term amortized cost per usage cycle of the accessory asset. Sourcing standard off-the-shelf blanks without specifying strict yarn densities, weight load constraints, and proper polymerization ink curing parameters means you are planning an expensive, slow-motion corporate branding disaster. Within the initial weeks of distribution, those bags will experience massive material degradation, leaving your organization's logo looking ragged and uncoordinated in public environments.
Bags deployed into premium commercial lines—such as boutique fitness studio networks, elite tournament setups, or professional workspace gift boxes—are subjected to structural, kinetic, and chemical forces that standard promotional giveaways never encounter. Between the constant abrasive friction of being tossed onto concrete surfaces and the internal stress applied by heavy tech gear or wet athletic wear, low-tier material configurations fail instantly. The rich brand colors you aligned with your guidelines fade or run, and the structural seams pull open, creating severe supply chain headaches that could have been locked out completely during the pre-purchase calculation phase. To protect your capital investment, you must shift away from basic retail catalog ordering and toward verified engineering thresholds that govern fabric architecture and structural decoration rules before production begins.
We watch this exact failure loop play out constantly across global sourcing operations: a buyer signs off on a mass order based entirely on a pristine, unweighted pre-production sample swatch, neglecting to audit the internal stitching patterns or backing formulas. Then, the real-world cargo loading phase hits, stripping the loose surface ink away, causing handle junction separations, and turning an expensive welcome packet line into waste inventory. To secure your corporate identity safeguards, your technical sourcing agreements must define specific material thickness metrics, handle box-stitches, and laboratory verification steps long before raw material rolls reach the commercial factory cutting table.
[shortcode_article_summary]When selecting structural assets for promotional campaigns or retail deployment, sourcing teams must look past superficial aesthetics and carefully analyze the underlying linear mass density matrix. Relying on basic material classifications without defining clear weight load ratings and reinforcement parameters creates major operational vulnerabilities. Elevating your contract standards past open-market stock blanks ensures your custom products preserve their form, color permanence, and seam strength across extended heavy usage loops.
A successful, high-impact accessory deployment depends entirely on matching fabric capabilities to the specific physical demands of the commercial environment. Transitioning to ring-spun canvas webs or engineered synthetic polyester backings protects custom assets against continuous friction and moisture degradation. Writing verified laboratory validation rules into your vendor compliance documentation lowers long-term capital replacement velocity while keeping your front-line image uniform and professional through every usage cycle.
2. Material Science Explanation
To eliminate handle tearing and rapid print failure across heavy utility custom runs, we must analyze the micro-chemical physics of fiber architecture and sheet construction. Woven canvas relies on a traditional interlaced layout pattern where multi-ply cotton or blended ring-spun yarns form a tough structural matrix. This pattern gives the fabric a highly flexible physical hand-feel and superior internal friction distribution, allowing the material to absorb heavy kinetic stress without micro-fissure separation. However, natural canvas possesses an open capillary network that readily drinks up environmental moisture, meaning that without a durable hydrophobic treatment, raw canvas remains vulnerable to internal liquid staining and color migration under high humidity environments.
In contrast, engineered synthetic polymers like 600D polyester micro-twill use long-chain oil-based fibers that are melted, extruded into filaments, and woven into an incredibly tight structural web. The "600 Denier" rating means that 9,000 linear meters of this specific yarn weighs exactly 600 grams, providing a highly precise thickness constant that blocks physical blade penetration and high-friction tearing forces. To achieve a zero-moisture transmission benchmark, this woven synthetic sheet is fused directly to an inner layer of polyvinyl chloride or polyurethane backing. This integrated polymer skin seals the fiber grid completely, creating absolute water resistance while anchoring the thread junctions to ensure total stability under non-uniform shape loads.
When factories cut corners to speed up processing runs, they often swap out these woven materials for lightweight non-woven PP sheets. Non-woven PP completely lacks an interlaced yarn skeleton; it is manufactured by spraying hot liquid polymer filaments randomly onto a fast belt and pressing them together with heated rollers. This means the structural hold relies entirely on weak physical friction points between flattened plastic strands. Under continuous tension, or when exposed to decoration curing temperatures, these point welds break down, causing rapid fiber separation and immediate structural failure under basic consumer carrying loads.
3. Manufacturing Process Breakdown
Engineering a heavy-duty, commercial-grade custom accessory bag requires strict process controls right at the raw fiber spinning plant. The manufacturing cycle begins by processing raw long-staple fibers through automated combing machinery to pull out weak short elements, ensuring that only high-tensile strands are spun into the structural yarn. For synthetic 600D polyester substrates, the liquid polymer melt is driven through high-precision extrusion spinnerets under constant pressure to maintain an absolute denier thickness value across the entire lot. Once woven into a stable fabric grid, the raw rolls enter a multi-stage continuous finishing process where specialized chemical coatings are applied under intense thermal pressure to stabilize the material alignment.
The material roll then moves directly into the automated cutting area, where computer-guided CNC laser cutters slice the flat patterns along precise vector lines. This modern cutting method melts the edge boundaries of synthetic fabrics instantly, fusing the loose yarn ends together to prevent edge fraying during final seam construction. Once cut, the panel pieces are routed to high-speed sewing lines equipped with digital thread tension regulators. To handle high structural weight demands, factories must configure their stitch lines to execute a mandatory 2.5cm box-and-X reinforcement pattern at all handle insertion zones, using heavy-duty multi-filament nylon threads that resist environmental chemical breakdown.
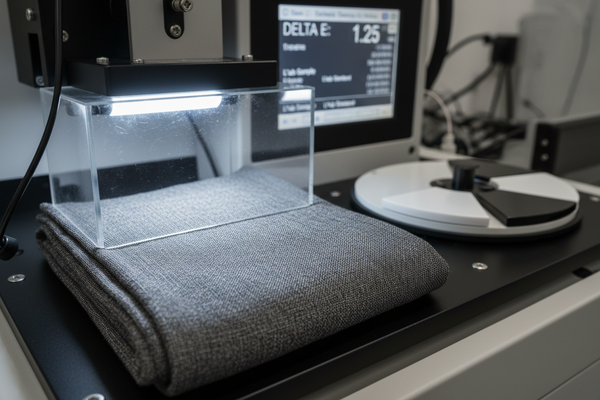
The final phase of factory production focuses on the decoration track, where the flat panels cross specialized line printing or multi-head embroidery stations. For heavy ink placement via silk screen printing, panels are locked onto solid aluminum platens where high-tension stencils apply calibrated ink thickness profiles across the material face. The decorated panels are then carried immediately through an enclosed multi-zone infrared drying tunnel running at a constant internal temperature of 160°C to achieve full polymer cross-linking. Before final box packing, quality assurance crews scan each lot with an automated digital spectrophotometer to confirm the color values sit safely inside contract matching targets.
4. Risk Factors & Failure Cases
When an institutional custom apparel or accessory contract skips rigorous material inspection steps, it exposes your program rollout to severe operational disruptions. The most frequent failure event observed in volume corporate bag lines is rapid handle separation at the primary stitch line. This structural breakdown occurs when a manufacturing mill uses a basic single-line straight stitch with zero vertical reinforcement patterns to attach heavy webbing loops to a thin fabric body. The moment a consumer loads the bag with weight, the concentrated downward shear force focuses entirely on a small horizontal row of stitch holes, creating a clean paper-perforation tearing effect that separates the handle from the bag wall.
Another major structural issue is large-scale logo flaking and surface ink peeling caused by incorrect thermal ink curing profiles. If the decorating plant skips regular temperature strip tests on their conveyor ovens, the inner layers of a thick screen print layout never hit the required plasticization threshold. The outer skin of the ink dries into a hard crust while the core remains a soft, unbonded paste that cannot lock into the underlying canvas or polyester fibers. When the finished bag flexes and bends under cargo weights, the unbonded print field shears away from the material base, turning your pristine corporate emblem into cracked, flaking debris after minimal real-world use.
The ultimate failure case for custom corporate accessory runs is total edge seam blowout triggered by a failure to specify internal bias seam tape binding. When high-density synthetic sheets like 600D polyester are sewn together along standard raw borders, the stiff yarn ends can unravel when exposed to rough vibration during truck or ocean transport. As cargo shifts inside the bag, the internal pressure pushes directly against the loose seam line, driving the individual threads out of the unraveled fabric edges. This structural collapse splits the side panels wide open, completely ruining the utility value of the product line.
5. Cost Structure Analysis
Let's unpack the hidden economic differences between utilizing standard multi-tier trading brokers versus deploying a direct-to-factory contract buyout strategy. Traditional promotional sourcing chains rely on intermediate agents who often add a 20% to 35% markup to your final invoice without providing any technical quality auditing. These brokers typically supply off-the-shelf stock items from generic clearance warehouses that cut corners during production—skipping chemical scouring baths and open-width relaxation steps—to artificially lower their initial material costs. This forces corporate buyers to pay a high premium for low-tier retail goods that degrade quickly under intensive commercial cycles.
By liquidating these middleman broker layers and executing a direct contract manufacturing buyout with an audited textile production facility, you reclaim full control over your development budget. This recovered financial headroom can be directly reinvested into premium material upgrades—such as swapping out economic non-woven substrates for high-density woven canvas or stabilized 600D synthetic polymers—while keeping your total per-unit cost well within volume allocation limits. Working directly with the factory floor also gives your supply chain auditing team full visibility into raw mill processing logs, letting you enforce strict gate check rules that prevent costly batch defects before freight loading.
The long-term asset amortization math proves that specifying rugged material parameters yields a massive return on investment. Sourcing a fully stabilized, box-stitched, water-resistant polyester custom bag line might carry a modest 15% unit cost premium compared to cheap non-woven promotional alternatives. However, because these engineered synthetic pieces survive over 40 continuous heavy usage runs without experiencing structural form loss or print degradation, your annual product replacement rate drops by more than half. This lowers your true operational cost per active user, shields your procurement budget from reorder friction, and maintains a clean visual identity across your entire network deployment.
[shortcode_practical_tips]6. Technical Comparison Profile
To establish unambiguous quality control guidelines for incoming accessory shipments, your sourcing teams must move past subjective aesthetic definitions and enforce hard, numeric performance thresholds across every order. Sourcing contracts should explicitly isolate cheap promotional catalog metrics from verified B2B engineering variables across each raw substrate group. The following technical comparison profile provides an operational evaluation matrix engineered to insulate your corporate procurement capital from low-tier stock components.
| Engineering Variable Spec | Non-Woven PP Giveaway Matrix | ApparelLots 600D Polyester Spec | Verification Test Protocol |
|---|---|---|---|
| Tensile Breaking Strength | < 120 N (Rapid Filament Tearing) | > 850 N (High Fabric Stability) | ASTM D5034 Grab Test |
| Hydrostatic Moisture Resistance | 0 mm (Instant Liquid Penetration) | > 1200 mm (Complete Water Barrier) | AATCC TM127 Pressure Test |
| Print Adhesion Coefficient | Grade 1B (Severe Surface Flaking) | Grade 4B+ (Permanent Ink Bonding) | ASTM D3359 Cross-Hatch Tape |
| Seam Shear Distortion Cap | > 8% (Catastrophic Edge Separation) | < 1.5% (Fixed Linear Geometry) | ISO 13935 Seam Strain Metrics |
Enforcing these performance thresholds ensures that incoming apparel and bag shipments can withstand frequent high-intensity wash cycles without fading or stretching out of shape. Sourcing directors should include this exact data matrix in every contract manufacturing agreement, mandating that random production samples pass third-party laboratory verification before any remaining balance invoices are approved for payout.
7. Common Sourcing Mistakes
The single most destructive and costly mistake corporate clothing and accessory buyers commit is relying entirely on subjective material description terms—like "heavy-duty" or "premium quality"—instead of mandating explicit numeric fiber properties in their contract documentation. A supplier can easily ship a low-density canvas bag constructed from short-staple open-end threads that feels temporarily thick to the untrained hand but completely lacks proper yarn twist alignment or internal cross-linking. Without auditing these core fiber variables via third-party testing metrics, your custom items will still experience severe post-wash shrinkage, seam slippage, and immediate structural failure under standard operational carrying loads.
Another frequent sourcing error is clearing volume multi-panel bag runs or detailed embroidery designs without checking substrate surface compatibility at the pre-production sample stage. Sourcing teams are often won over by pristine digital mockups rendered on high-resolution computer monitors, ignoring the real-world physics of print ink adhesion under heavy friction and moisture stress. If your supplier applies high-temperature heat transfer films to synthetic backings containing unrefined plasticizer chemical compounds, those compounds will migrate outward over time, breaking the adhesive link and causing your logo to crack, blister, and peel away before the inventory even leaves the distribution warehouse.
Finally, many buyers fail to integrate strict dimensional tolerance rules for gusset depth and handle box-stitch patterns into their quality verification protocols. Sourcing reps frequently focus entirely on flat edge-to-edge widths, ignoring the three-dimensional volume calculations required when cargo stretches the underlying fabric loops. Skipping on-site micrometer checks and structural stress inspections at the terminal logistics gate leaves your program unprotected against corner seam separations and uneven strap lengths across reorder runs, turning custom corporate assets into unusable waste inventory.
8. Supply Chain FAQ Summary
Managing an international custom apparel and accessories supply chain demands continuous precision control across each step of the mill preparation, cut-and-sew, and decoration finishing line. Sourcing directors must build uncompromised direct tracking networks with their manufacturing partners to ensure that specific yarn parameters, chemical cross-linking steps, and automated spectrophotometer targets are executed perfectly across every production lot. Replacing vague catalog descriptions with data-backed engineering standards insulates your brand identity from unexpected shrinkage, bleeding, and physical structural failure.
Ultimately, a successful, durable product deployment across a retail or corporate network rests on matching raw substrate capabilities directly to the physical stressors of your real-world use case. Specifying pre-stabilized, high-denier synthetics or combed long-staple organic canvases counteracts the punishing effects of friction, structural weight stress, and industrial laundering detergent degradation, dramatically extending the life of your custom investments. Guarding your development capital through automated performance testing and direct factory auditing reduces long-term operational costs while keeping your personnel and brand lines looking sharp, unified, and professional across multiple commercial seasons.