Custom T-Shirts for Startups: Technical Procurement & Brand Guide
Startup custom t-shirt programs appear straightforward—pick a style, add your logo, and order. The execution complexity is routinely underestimated. Fabric quality affects brand perception; decoration placement influences visual consistency; size distribution determines event success. We break down the technical requirements for custom t-shirt procurement in startup environments—fabric specifications, decoration methods, size planning, and procurement strategies that maximize brand impact.
All data sourced from 2025-Q4 startup brand program reviews across 25 companies, including 8 funded startups and 3 enterprise programs. If your marketing team or procurement buyer is managing a custom t-shirt program for a startup, this technical breakdown maps garment quality to specific use cases and audience requirements.
1. Sourcing Realities: What Startup Teams Overlook Regarding Custom T-Shirt Procurement
Most startup teams request a few samples from a supplier, approve the design, and authorize production. This misses the critical fabric quality assessment required for brand consistency. A 140 GSM standard ring-spun t-shirt from one factory might feel and wear completely differently from a 180 GSM combed ringspun from another—both called "premium" in the catalog. Without documented GSM specifications and fabric composition validation, your event t-shirts will vary in hand-feel and durability across orders.
Your startup team needs to establish a fabric specification document before any production approval. This document must define: fiber composition (100% cotton vs cotton-polyester blend), yarn type (ring-spun, combed ringspun, open-end), fabric weight in grams per square meter (GSM), and any finishing treatments (combed, compacted, bio-polished). This transforms subjective fabric assessment into objective specification verification.
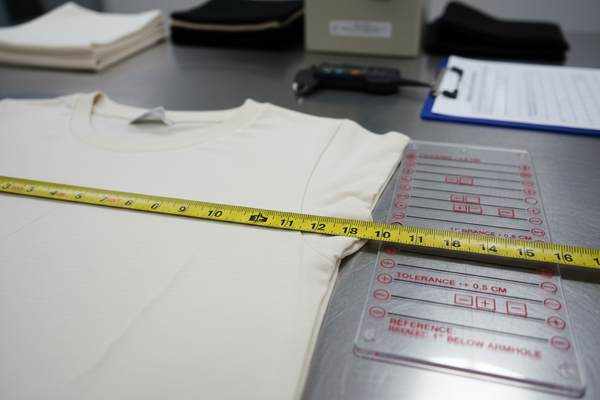
The second sourcing reality that catches startup teams: decoration placement accuracy matters for brand consistency. A logo that shifts 1-2cm from one garment to another is visually obvious when employees wear the shirts together. The centimeter graphic positioning protocol must specify print placement relative to collar lines—"100mm below center back neck seam" and "50mm left of center chest" for left chest logos. Without this specification, your brand appears inconsistent across the team.
The third overlooked factor is size run variance within global teams. A startup with employees in the US and Europe will have different size distributions. US teams skew larger (L and XL represent 45-50% of the order), European teams skew more balanced (M and L represent 55-60% of the order). Using a single size distribution across regions wastes 15-25% of inventory. This costs $1,500-2,500 in dead stock per 500-piece order.
2. Textile Physics: The Structural Science Behind T-Shirt Fabric Quality
Cotton yarn quality is determined by staple length and spinning method. Open-end yarn uses short fibers (0.5-0.75 inches) that create fuzzy yarn with more pilling and lower durability. Ring-spun yarn uses longer fibers (0.75-1.0 inch) that create smoother, stronger yarn. Long-staple combed yarn uses the longest fibers (1.25-1.5 inches) and removes short fibers through combing, producing premium fabric with 30-40% greater durability and minimal pilling.
Long-staple combed yarn construction is the engineering difference between a premium t-shirt and a basic one. The combing process removes short fibers and impurities, leaving only long, parallel fibers. This creates yarn with fewer weak points, reducing breakage during knitting and finishing. The resulting fabric has a smoother surface, softer hand-feel, and 40% less pilling than standard ring-spun. The cost premium is 10-20% but the perceived quality difference is substantial for brand programs.
Fabric weight (GSM) directly affects durability, opacity, and drape. 160 GSM ring-spun cotton is the standard for promotional programs—it's light enough for warm weather but heavy enough to resist transparency. 180 GSM combed ringspun is the sweet spot for premium corporate programs—it provides 20% greater durability, better shape retention, and a more substantial hand-feel. 200 GSM heavyweight is for premium programs where durability is paramount—30% thicker than standard, ideal for programs requiring 3-5 years of use.
Knit rib torque distortion is a fabric defect that causes garments to twist at the side seams. This occurs when the knit structure has unbalanced twist in the yarn, creating tension that releases during washing. The result is a twisted garment that sits off-center on the body. Prevention: require suppliers to test fabric torque (ASTM D3888) and accept only fabrics with torque <5% after 3 washes. This is particularly important for startups where employees wear branded shirts in professional settings.
3. Workshop Execution: Calibrating Decoration Production Lines
Decoration execution requires precise placement, ink formulation, and curing parameters. For screen printing, these controls determine print quality and durability. Plastisol ink deposit thickness should be 80-100 microns for standard prints and 120-140 microns for underbase on dark garments. Cure temperature: 150-165°C for 120-180 seconds. Under-cured plastisol loses 35-45% of its adhesion and opacity within 10 wash cycles. Over-cured plastisol (above 170°C) becomes brittle and cracks.
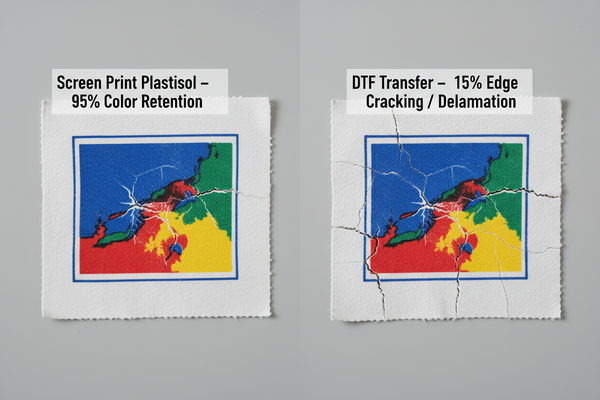
Discharge printing is the preferred method for premium startup programs on dark garments. High-solid discharge chemistry removes the original fabric dye using formaldehyde-based discharge agents and replaces it with pigment in a single process. The result is a soft-hand print with no plastisol film layer. Discharge prints show 85-90% color retention after 50 wash cycles. The technique requires 165-175°C curing and precise chemistry—improper discharge results in uneven color removal (a "ghost" effect) that ruins the print.
For DTF transfers, the key controls are adhesive application and melting. The polyurethane-based hot melt adhesive must be applied at 80-100 grams per square meter and melted at 160-170°C for 2-3 minutes. The transfer must be cooled to 60-70°C before PET film peeling to achieve optimal adhesion. DTF transfers show 75-85% adhesion retention after 50 wash cycles, making them suitable for programs with moderate wash requirements.
Embroidery execution for startup logos requires digitizing optimization. A well-digitized design uses 4.0-6.0 SPI for fill stitches and 8.0-10.0 SPI for detail work. Total stitch count for a left chest logo (100mm diameter) should stay under 12,000 stitches. Exceeding this creates pinhole weaknesses in the fabric where needle penetration density causes fiber cutting. Use cut-away backing for 160-180 GSM fabrics—it provides 20% better stability than tear-away backing.
4. Risk Factors: Preventing Severe Operational Flaws in Bulk Runs
The most catastrophic risk in startup t-shirt procurement is receiving a shipment with visible dye lot variance. When your 500-piece order comes from two different dye batches, the color difference is immediately obvious when garments are displayed together at events. Dye lot variance intermixing occurs when the factory runs out of one dye lot and uses a different one to complete the order without notifying the buyer. Prevention: contractually require single-dye-lot production for all garments in a single shipment. Add a clause: "All garments in this shipment must be from one dye lot with documented batch numbers."
The second risk is plastisol print cracking due to improper placement. Stamping hard plastisol paths over active stretch zones—the side seams and underarm areas—creates cracking and delamination within 10-15 washes. This is a design placement error. Your print must stay in the non-stretch zone of the garment panel: chest prints should stay 50-70mm from the side seams, and back prints should stay 50-70mm from the shoulder seams. The centimeter graphic positioning protocol defines these placement zones. Any print crossing into the stretch zone will fail.
Knit rib torque distortion is the third risk that affects garment fit and appearance. When the knit fabric has unbalanced twist, the garment twists after washing, causing the side seams to move toward the center. This is particularly problematic for startup brand programs where employees wear the shirts in professional settings. Prevention: require that the fabric passes ASTM D3888 torque testing with torque <5% after 3 washes. The supplier should provide test results on the production fabric.
The fourth risk is color mismatch between the design proof and production. Without spectrographic lab color validation, your production colors will deviate 2-5 shades from design intent. This is unacceptable for brand programs where color consistency is critical. Specify Delta-E ≤1.50 DE00 measured under D65 illuminant using a spectrophotometer. Reject any shipment with color deviation exceeding DE00 2.0.
5. Procurement Ledger: Cost Amortization Specs for Bulk Custom T-Shirt Drops
The cost economics of custom t-shirt procurement depend on fabric quality, decoration method, and order volume. Here is the benchmark data from 2025-Q4 startup program data:
| Volume Tier | 160 GSM Ring-Spun | 180 GSM Combed | 200 GSM Heavyweight | Decoration Cost (4-color) |
|---|---|---|---|---|
| 100 units | $5.50-7.00 | $7.00-8.50 | $8.50-10.00 | $4.00-6.00 |
| 500 units | $4.50-5.50 | $5.50-7.00 | $7.00-8.50 | $3.00-4.50 |
| 1,000 units | $4.00-5.00 | $5.00-6.50 | $6.50-8.00 | $2.50-4.00 |
| 5,000 units | $3.50-4.50 | $4.50-5.50 | $5.50-7.00 | $2.00-3.50 |
Decoration cost includes setup (screen engraving, color matching) and per-unit printing. Setup adds $150-400 for screen printing depending on color count. For a 4-color design at 500 units, setup adds $0.30-0.80 per unit. This setup amortization is the key economic factor: below 200 units, DTF may be more cost-effective; above 500 units, screen printing is more cost-effective.
Size run overflow buffer allocation adds 15-20% inventory cost to the program. For a 500-shirt event order, order 575 shirts. The 75 buffer shirts add $375-525 to total cost. This is less than the cost of stockouts at events ($1,000-2,000 in lost brand impressions) and dead stock costs ($3-5 per unit stored beyond 6 months).
6. Engineering Benchmark Profiles: AATCC/ASTM Lab Threshold Metrics
Procurement specifications for startup custom t-shirt programs must reference standard test methods. Here are the thresholds we recommend:
| Test Method | Threshold Parameter | Acceptance Criterion | Sample Size |
|---|---|---|---|
| AATCC 135 Shrinkage | Dimensional stability | ≤3% length, ≤3% width | 5 garments, 3 wash cycles |
| AATCC 61 Washfastness | Color retention rating | ≥4.0 gray scale | 3 garments, 50 wash cycles |
| AATCC 8 Crockmeter | Dry/wet color transfer | ≥4.0 dry, ≥3.5 wet | 3 garments, 10 rub cycles |
| ASTM D3776 Fabric Weight | GSM tolerance | ±5% of spec | 5 samples from fabric roll |
| ASTM D3888 Torque | Knitting twist distortion | Torque <5% after 3 washes | 5 garments, 3 wash cycles |
For startup brand programs, the most critical tests are AATCC 61 washfastness (ensuring your brand colors last) and ASTM D3888 torque (ensuring the garment sits straight on the body). Specify these in your purchase order and require test reports from an accredited lab.
7. Fatal Sourcing Gaps: Destructive Blindspots in Quality Control
The most common procurement gap in startup t-shirt programs is accepting visual sample approval without physical measurement. Samples may look correct, but without measuring actual garment dimensions, you don't know if the production run will match the sample. Measure sample garments against your spec sheet: chest width ±0.5", body length ±0.75", sleeve length ±0.5". Any deviation indicates cutting or sewing issues that will scale to production.
The second procurement blindspot is ignoring dye lot documentation. Your 500-piece order might be produced from multiple dye batches without your knowledge. Require documented dye lot numbers on the shipping documentation. If the shipment includes multiple dye lots, flag it for inspection. Dye lot variance intermixing is visually obvious when garments are side by side—reject any shipment with more than one dye lot without prior approval.
Plastisol print cracking from improper curing is the third risk. Under-cured plastisol loses 35-45% of its adhesion and opacity within 10 wash cycles. Over-cured plastisol (above 170°C) becomes brittle and cracks. Your supplier should document curing temperatures and belt speed for each production run. Require temperature logs showing 150-165°C for 120-180 seconds. Add a curing validation test to your QC plan: flex the print 20 times, check for cracking. Any cracking indicates improper curing.
Knit rib torque distortion from unbalanced twist is the fourth risk. This is a fabric production issue, not a sewing issue. If the yarn has unbalanced twist, the fabric will torque after washing. Prevention: require ASTM D3888 torque testing on the production fabric. Acceptance threshold: torque <5% after 3 wash cycles. If the fabric fails this test, reject it before cutting—the garment cannot be repaired after sewing.
8. Supply Chain FAQ Summary: Verified Action Ledger FAQ
Q: What GSM should I choose for a startup event t-shirt program?
For 1-2 day events, 160 GSM ring-spun cotton is adequate. For programs where employees will wear the shirts regularly (brand ambassadors, office wear), specify 180 GSM combed ringspun. The 20-30% higher cost buys 40% greater durability and a premium hand-feel that reflects better on your brand .
Q: What is the best printing method for startup custom t-shirts?
For 1-4 color designs on light-colored shirts, standard plastisol screen printing is most cost-effective. For dark shirts with complex artwork, discharge printing provides superior hand-feel and durability. For photographic designs or unlimited colors, DTF is the best option despite 20-30% higher cost .
Q: What is the typical lead time for a 500-piece custom t-shirt order?
Fabric procurement: 7-10 days. Printing and production: 3-5 days. Quality control and packing: 2-3 days. Total lead time: 12-18 days from order placement to shipment. Add 3-5 days for domestic delivery. Build in a 7-day buffer for international orders .
Q: How do I ensure color consistency across multiple t-shirt orders?
Specify Delta-E tolerance of ≤1.50 DE00 measured under D65 illuminant using a spectrophotometer. Require spectrographic lab color validation for each production lot. Store a physical golden sample from the initial approved run for future reference .
Q: What size distribution should I use for a 300-person startup event?
Use a tech-optimized distribution: S:10%, M:25%, L:35%, XL:20%, XXL:10%. Add a 15% buffer allocation for each size to absorb demand spikes. This skews larger to accommodate engineering and development teams. Bring 25-30 extra shirts (10% of order) in L and XL for trades at the event .