Private Label T-Shirt Manufacturing: Bulk Sourcing & Quality Control
1. Sourcing Realities: What Corporate Event Planners and Promo Buyers Overlook Regarding Bulk Custom T-Shirt Manufacturing
You are buying 5,000 units for a global product launch. The samples looked great, but the shipment arrives, and the black tees are mismatched. Under the showroom lights, the front panel is slightly greener than the back. This is dye lot variance, and it destroys brand consistency. Generic promotional fluff ignores the fact that a t-shirt is a high-stress engineering assembly. For corporate workwear or event staffing, the garment represents the brand. A melted print or a warped seam creates a negative perception faster than any marketing message can fix.
Bulk private label t-shirt manufacturing is not about picking a color off a digital swatch. It is a supply chain negotiation that requires specifying actual fabric physics. Your cost-per-unit metric means nothing if the garments shrink two sizes after the first industrial wash. In the fast-paced world of promotional merchandise, buyers get hooked by low MOQs and fast lead times. However, the "cheap" option usually uses carded, open-end yarn. This creates a rough hand-feel and high shrinkage—over 7% in some cases. For a fleet uniform or high-visibility campaign, these issues are unacceptable.
The key to success is defining the material specification from the start. A 160 GSM ring-spun cotton t-shirt is a different product from a 200 GSM combed ring-spun cotton t-shirt. The GSM (grams per square meter) dictates the weight, but the yarn quality dictates the longevity. For corporate programs requiring consistent wear, you must demand 180+ GSM combed ring-spun cotton. This density prevents "show-through" when wearing the shirt and provides a dense canvas for screen printing or DTF transfers. The structure of the knit—the tiny loops—determines whether the fabric breathes or traps sweat. For a high-energy event, you want air permeability. If you choose a tight, compact knit for a heavy print, the garment might feel stiff. You are balancing the hand-feel against the durability of the decoration.
Before you even engage a factory, establish your "collar line metric specification." This is the exact distance (e.g., 8 cm) from the center of the collar seam to the top of your logo. This eliminates the "that looks a bit low" guesswork during QC. In a bulk run, operators move fast. Without a fixed metric, your embroidery or screen print may migrate down the shirt, messing up the fit and proportions. Standardized measuring protocols are non-negotiable.
2. Textile Physics: The Structural Science Behind Long-Staple Combed Yarn and Performance Polyester
Your garment's entire lifecycle—from the wash to the stretch—is determined by the yarn. In private label manufacturing, you have two main material paths: 100% cotton (ideally Long-Staple Combed) or a Cotton/Polyester blend. Long-Staple Combed Yarn is the gold standard. The "combed" process means the fibers are passed through a comb to remove short, brittle fibers. This leaves only long, strong fibers. The result? A fabric that is softer to the touch and resists pilling. Conversely, a fabric made from short-staple yarn produces lint and fuzz. That fuzz is a sign of imminent pilling, which makes a t-shirt look old and cheap after a few washes.
Now consider the performance side. If your staff is working outdoors or engaging in heavy activity, a 100% cotton shirt absorbs sweat and sticks to the skin. This is where Performance Polyester enters the equation. Polyester retains its shape well. It wicks moisture and dries fast. However, polyester is hydrophobic, which complicates the dyeing process. Unlike cotton, which absorbs water and dye readily (Reactive Dye Bath Fixation), polyester requires carrier chemicals to accept dye. This is known as dispersion dyeing. The complication? If not managed, the polyester component can shrink at a different rate than the cotton in a blend. The standard tolerance for shrinkage in a 50/50 blend is around 2-4% in length and width. For 100% cotton, you are looking at 5-7% unless it is pre-shrunk. Private label buyers often ignore the "relaxed shrinkage" specs. If you are buying 100% cotton, factor that shrinkage into the sizing chart, or you will get complaints that the "large" fits like a "medium" after the first industrial wash. This is why a 180 GSM ring-spun cotton with a pre-shrunk finish is a reliable choice for long-cycle corporate programs.
Let's dig deeper into dyeing physics. You want consistent black or navy across 10,000 shirts. The mill must use Vat Dyeing. In a vat, the dye is reduced and soluble; it penetrates the fiber, and then oxidation locks the dye inside the cellulose. If the mill uses piece dyeing (dyeing the fabric after weaving) with a poor fixation rate, the excess dye stays on the surface. This causes premature color loss and crocking (dye rubbing off). The best mills use reactive vat processing methods. They fix the dye molecules to the hydroxyl groups of the cellulose. To achieve 100% fixation, the dye bath must hit a specific pH (around 10.5) and temperature (80-90°C) for a specific duration. Cutting this process to save water or time leads to poor wash-fastness. You can test this easily. Wash a sample on a hot cycle. If the water is stained, the fixation was weak.
3. Workshop Execution: Calibrating Screen Printing, DTF, and Embroidery Output Lines
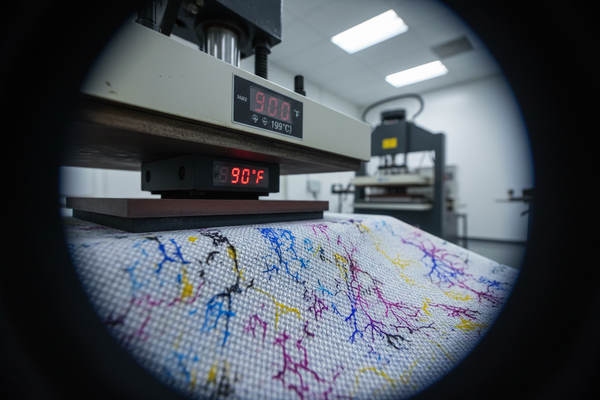
The workshop is where your art meets the cloth. The choice between Screen Printing, DTF, and Embroidery determines the tactile experience of the final product. For high-volume bulk orders, traditional screen printing is the most cost-efficient method. A screen is created for each color in the design. Ink is forced through the mesh onto the t-shirt. The viscosity and curing temperature of the ink are critical. Plastisol ink, the industry standard, is polyvinyl chloride (PVC) suspended in a plasticizer. It sits on top of the fiber. To cure it, you need to heat the shirt to around 160°C (320°F) for a specific dwell time (typically 30 seconds). If the curing oven temperature is too low, the film doesn't fully fuse, leading to 'Plastisol Film Curing Brittleness.' In this state, the ink is rigid and prone to cracking. This is fatal. You must request a wash test to confirm the print survived a 40°C wash cycle without cracking.
DTF (Direct-to-Film) transfers have disrupted the market. You print your design onto a PET film, coat it with adhesive powder, and heat-press it onto the t-shirt. DTF offers incredible detail—photographic quality—and works on any fabric color. However, it uses a hot-melt adhesive that can feel heavy on Performance Polyester. The adhesive layer can make the garment stiff and may crack over time if the film is stretched. Furthermore, if the powder isn't evenly applied, you get "pinholes" where the ink is not bonded to the fabric. For private label manufacturing, DTF is excellent for small runs or complex logos where screen printing would cost a fortune in setup fees (50-100$ per screen).
Embroidery is the premium choice. It involves sewing thread directly into the fabric using a needle and bobbin. It looks expensive and lasts forever—no cracking, no peeling. But it is slow. A standard embroidery machine can produce around 1,000 stitches per minute. A large logo with 15,000 stitches takes 15 minutes per shirt. The thread tension must be perfect. Too tight and the fabric puckers, creating wrinkles around the logo. This is known as "pull-down" distortion. To avoid this, you need a backing material (cutaway stabilizer) that supports the stretch of the knit. For corporate workwear, specifying embroidered left-chest logos (Centimeter Graphic Positioning Protocol) ensures brand uniformity.
4. Risk Factors: Preventing Severe Operational Flaws in Bulk Runs
Bulk manufacturing is full of traps. The most expensive mistake in private label t-shirt manufacturing is poor communication regarding print placement. The "Centimeter Graphic Positioning Protocol" is your weapon. This protocol defines the exact measurement from the shoulder seam or collar to the top of the design. Without it, you open the door to "drift." The screen printer may position the image slightly lower to avoid loading the shirt perfectly, resulting in a logo sitting on the chest instead of the pocket position. This deviation makes the garment look unprofessional and misaligned. You need to enforce strict tolerance limits—plus or minus 0.5 centimeters is standard—and reject garments that exceed this.
Another risk: "Knit Rib Torque Distortion." Fabric is knitted in a circular tube. When relaxed, the yarns want to twist back to their original configuration. If the finishing process does not set the twist, the side seams will spiral around the wearer's body, causing the shirt to twist. This is most common in combed ring-spun cotton with a soft finish. To correct this, specify a "sanforized" or "zero-twist" finishing process. You can perform an on-site check: lay a shirt flat and measure the twist of the front panel relative to the back panel at the side seam. If the offset exceeds 1 cm, the shirt will not hang straight on the body.
Let's revisit the cost of dye lot variance. If you intermix distinct dye batches within single shipment lots without blending them in the lay, you will see a mismatch in the cut pieces. A t-shirt is made from separate cut pieces: front, back, sleeves. If the front is cut from roll A and the back from roll B, the difference is stark. In the industry, this is often missed until the shirts are hung in a retail display. The fix is to demand that the factory mixes the rolls in the cutting lay. They put one roll, then another, to average the color differences across the full order. This makes the overall shade uniform. Put this clause in your contract.
5. Procurement Ledger: Cost Amortization Specs for Bulk Ring-Spun Cotton Drops
Understanding unit cost is more than just the garment price. You need to amortize the setup costs. For screen printing, the setup cost includes the cost of making the screens (approx. $25-$35 each). For a 6-color logo, you're at $180 in setup. If you print 100 shirts, that's $1.80 per shirt in amortized setup. If you print 5,000 shirts, it drops to $0.04 per shirt. This is why screen printing is the volume king. You save on material cost (ink is cheap), and the unit cost plummets. For DTF, setup is digital—almost zero—but the material cost is higher. The transfer film and adhesive powder cost around 60-70 cents per print for an A3 size. The unit cost is stable regardless of volume. So, for lower volume (under 250 units), DTF is often cheaper overall. However, for high-volume custom-tshirts, screen printing wins.
Your "total landed cost" also includes freight, duty, and warehousing. A heavier 200 GSM shirt weighs more. A standard 160 GSM t-shirt weighs about 150g. A 200 GSM shirt weighs around 185g. That 35g difference multiplied by 10,000 units is 350 kg of added weight. At $2/kg air freight, you are paying $700 more for the heavier shirts. The buyer must balance the superior hand-feel and longevity of 200 GSM combed cotton against the increase in freight costs. The ideal specification for promotional use is often 180 GSM ring-spun cotton, because it provides a solid balance of durability, hand-feel, and weight. It feels substantial to the client but doesn't break the freight budget. Demand 180+ GSM ring-spun specifications for long-cycle corporate programs to ensure the garment looks premium but costs practical to ship. This is a sourcing principle you can bank on.
Additionally, you must verify reactive vat processing methods to bypass premature color loss. If a factory quotes you a lower price for a deep navy shirt, check if they are using a cheaper direct dye process. Direct dyes do not form a chemical bond with the fiber. They sit in the spaces of the polymer. Wash them twice, and the color fades. The cost difference in the dyeing process is around 20-30 cents per kg of yarn. Reactive dye costs more, but the color fastness is superior. For brand identity, you need that color to last. The cost of replacing faded shirts is a brand risk. You are better off paying the extra cost upfront.
6. Engineering Benchmark Profiles: AATCC/ASTM Lab Threshold Metrics
In procurement, data is your shield. You should not accept goods without a lab report from a recognized independent lab (e.g., SGS or Bureau Veritas). The standards for textile testing are defined by AATCC (American Association of Textile Chemists and Colorists) and ASTM (American Society for Testing and Materials). Here are the critical thresholds you should check for private label t-shirts.
| Test Method | Standard | Acceptable Threshold | Failure Consequence |
|---|---|---|---|
| Dimensional Shrinkage (Wash) | AATCC 135 | ± 5% in length, ± 3% in width | Garments don't fit; size run variance leads to customer returns. |
| Colorfastness to Laundering | AATCC 61 | Grade 4 (staining) / Grade 4 (shade change) | Color bleeds onto other garments; loss of brand color accuracy. |
| Tensile Strength (Grab) | ASTM D5034 | Minimum 200 N in length and width | Seams burst under stress; garments tear in the underarm. |
| Seam Slippage | ASTM D434 | Minimum 120 N | Seams pull apart at the shoulder or side; structural failure. |
You need to check these metrics. A standard bulk t-shirt should meet the above. If the tensile strength is low, it is likely carded yarn and will rip easily. If the seam slippage is poor, the side seams will gap when the wearer stretches. Always request these lab reports from the manufacturer before paying the final balance. You can also run a simple tensile test on-site using a spring scale, but the lab reports are far more reliable. These thresholds help you grade your suppliers. A reputable mill will have no issue providing these documents, as they ensure compliance with international standards.
7. Fatal Sourcing Gaps: Destructive Blindspots in Quality Control
Even with a solid contract, things slip through. One of the most common fatal gaps is the "Intermixing distinct dye batches within single shipment lots." Many buyers write a PO that only specifies "Color: Black." This is lazy procurement. The factory will look at the stock and ship what is available. If they have 500 shirts from Dye Batch A and 500 from Dye Batch B, they will ship them. When they are packed in separate cartons, you may not notice. But when the event staff opens the boxes and lays them out, the variation is stark. This is not a quality issue; it's a supply chain issue. You must force them to use dye lot intermixing. This isn't just best practice; it's an insurance policy against a failed brand presentation.
Another blindspot is "stamping hard plastisol paths over active stretch zones." This occurs when your design isn't tested for stretch tolerance. The art might look great on a flat screen, but the t-shirt is worn by someone with broad shoulders or a rounded back. When the wearer stretches, the print cracks. If you must use screen printing, the ink should be additive-plastisol with stretching agents. You can test it by stretching the fabric 20% and looking for cracks under a 10x loupe. If cracks appear, the ink is too hard. Alternatively, switch to discharge printing. "High-Solid Discharge Chemistry" is a technique that removes the dye, leaving a soft print that doesn't crack. It is a higher-cost, lower-risk solution for cotton garments.
Finally, underestimating size run variance is an inventory killer. A global enterprise team isn't a uniform demographic. If you order standard 50/30/20 (S/M/L) for a US team, you will likely run out of L and XL. The consequence is that your top executives may be wearing tight shirts, while the interns are swimming in oversized ones. Check your historical sales data. Adjust the size run to reflect your specific audience. If the buyer is European, the sizing is different. Always have your producer sign off on the exact measurements (pit-to-pit, back length) in centimeters, not just the size label. This ensures fit consistency. Mark decoration anchors precisely relative to collar lines using metric specs to ensure the logo looks good on every size. A logo that looks great on a size S may look too big or too small on a size XXL. You may need to scale the logo size based on the garment size.
8. Supply Chain FAQ Summary: Verified Action Ledger FAQ
How do we enforce the 180+ GSM ring-spun specification if we can't visit the factory?
You rely on third-party inspection. Hire an independent inspector (like SGS or Bureau Veritas) to visit the cutting floor. They will weigh the fabric samples on a professional GSM scale. The tolerance is usually ±5% depending on the finishing. If the fabric falls below the spec, the order is rejected. You can also request a "Cutting Report" from the factory, which specifies the roll weight and width. Divide the area to get the density. This keeps the factory honest.
What is the best way to test a factory's dyeing process in a pre-production sample?
Take a pre-production sample (PP sample). Wash it three times in a household machine at 40°C (104°F) with standard detergent. If the color fades or if the white stripes in the garment get stained, the reactive vat dyeing fixation is poor. Insist on the lab report regarding colorfastness. This is the only way to be sure the color will last for the life of the garment. Without this test, you are trusting the factory's word, which is a substantial risk.
Our logo is complex; what is the cost variance between discharge printing and DTF?
Discharge printing requires a significant setup because the screens need to be created with high-solid discharge chemistry. For a complex logo, this setup cost (screens and chemistry) might be $400-$600. DTF has a setup cost of $0-$50. For an order of 1000 units, DTF unit cost is ~$1.2 vs Discharge ~$2.0. DTF is cheaper for complex, small-volume runs. However, for a 5000-unit order, the amortized setup for discharge makes it similar in price, but discharge gives a softer hand-feel. The decision depends on your budget and the desired tactile quality.
What are the specific lead-time risks for screen printing vs DTF?
Screen printing is limited by the machine setup time (1-2 days) and the curing speed. DTF is limited by the printer speed. A large DTF printer can print hundreds of films per hour. The bottleneck is the powder application and heat press time. Typically, DTF is faster for the first 500 units, but screen printing is faster for 5,000+ units because you can run continuous carousels. For time-sensitive event staffing, DTF's shorter setup often results in quicker delivery (7-10 days) compared to screen printing (10-14 days).