Optimizing High-Volume Event Infrastructure with Non-Woven 80gsm Logo Print Solutions for Event Planners
1. Sourcing Realities: What Event Planners Overlook Regarding Event-Promotional Customization Scalability
In high-volume international trade show environments and global marketing rollouts, procurement teams frequently encounter costly supply chain disruptions due to a fundamental misunderstanding of decoration physics and factory floor scheduling. Corporate buyers often prioritize visual mockups while overlooking the logistical constraints of mass production. Managing the supply chain for a multi-city promotional campaign requires strict adherence to physical manufacturing limits and equipment capacities rather than relying on standard commercial purchasing timelines.
A frequent failure point occurs when organizations compress shipping timetables into standard land delivery pathways, expecting factories to absorb the lost time. When dealing with custom orders exceeding ten thousand units, standard shipping networks cannot adapt to last-minute delays. If production schedules leak into planned transit windows, ocean freight becomes unviable, forcing procurement teams onto costly air freight networks that can erode the project's entire return on investment. Sourcing managers must analyze production lead times by tracking every stage of the project—from the initial artwork conversion to final customs processing at destination ports.
Additionally, the financial impact of complex graphic designs on automated machinery is often underestimated. Procurement teams frequently request multi-color corporate graphics across mixed product lots without calculating the fixed technical expenses involved. Every color in a design requires its own mechanical setup calibration, which directly impacts floor efficiency. To safeguard event deadlines and budget margins, supply chain professionals must treat promotional apparel as a precise engineering exercise. This requires aligning graphic designs with high-velocity machinery capabilities and establishing firm logistics agreements long before event dates arrive.
To optimize these processes, progressive enterprise buyers are mapping their procurement frameworks directly to dedicated manufacturing channels. Discover deep operational insights across our core product classifications by checking the comprehensive custom hoodies collection to evaluate heavy-duty structural outfitting frameworks designed for demanding regional distribution operations.
2. Textile Physics: The Structural Science Behind Non-woven 80gsm
Non-woven 80gsm fabrics represent a highly engineered category of synthetic polymers, distinct from traditional woven or knitted textiles. This material is manufactured via the spunbond process, where isotactic polypropylene granules undergo continuous extrusion through spinnerets into fine filaments. These filaments are then oriented and thermally bonded using heated rollers to form a cohesive, uniform web. The designation "80gsm" defines the structural mass of the fabric—exactly eighty grams per square meter—which provides an optimal balance between material yield and tensile strength for high-volume event usage.
From a mechanical perspective, the polymer configuration of non-woven polypropylene lacks the stretch-and-recovery properties found in knitted textiles. Instead, its strength relies entirely on filament density and bond-point distribution. Under directional stress, the material distributes loads across its thermal bond network, offering high resistance to tearing up to its physical limit. However, if the extrusion process suffers from poor temperature control, the material can develop thin areas that lower its effective weight below 80gsm, creating weak spots prone to failure under normal load conditions. For comparison, consider the distinct structural profiles of alternative commercial substrates:
Cotton Canvas relies on a traditional plain weave of tightly twisted natural fibers, offering high puncture resistance and breathability at the expense of higher material weight and longer drying times. Performance Polyester utilizes extruded polyethylene terephthalate filaments knitted into high-gauge interlock structures, maximizing flexibility and tear strength for long-term wear. Recycled rPET options repurpose post-consumer polymer flakes, which requires careful monitoring during extrusion to prevent shorter polymer chain lengths from reducing the fabric's ultimate tensile strength. Understanding these differences allows procurement teams to specify the correct material based on the specific mechanical demands of the event.
3. Workshop Execution: Calibrating Logo Print Output Lines
To execute a flawless logo print run across thousands of non-woven units, the production line must be calibrated around the specific chemical and physical traits of the substrate. Unlike natural cotton, non-woven polypropylene is a thermoplastic material with a melting point between 160 and 165 degrees Celsius. This narrow thermal window requires precise temperature control during printing and drying. Standard plastisol inks, which typically require high temperatures for complete curing, must be modified with specialized cross-linking catalysts or replaced with advanced water-based formulations designed to cure at lower temperatures to prevent heat damage to the fabric.
Achieving cost efficiency at scale depends heavily on managing fixed machinery setup expenses. Every unique color in a corporate design requires separate screen creation, emulsion exposing, and physical press alignment. Through Block Screen Setup Amortization, these fixed costs are distributed across the total production volume, as shown in the total unit cost formula: $$C_{total} = \frac{O_{setup}}{N} + C_{unit} + C_{logistics}$$ Where $O_{setup}$ represents the fixed setup costs, $N$ is the total number of units, $C_{unit}$ is the variable unit cost, and $C_{logistics}$ is the shipping cost per unit. When $N$ exceeds five thousand units, the fixed setup expenses per unit become negligible, justifying multi-color setups. However, for smaller production lots, multi-color designs rapidly increase the unit cost, making simple one- or two-color designs a financial necessity for tight budgets.
Maximizing factory throughput requires the implementation of Express Manufacturing Pathway Optimization techniques. This process uses high-speed automated screen printing carousels equipped with inline optical sensors and synchronized flash drying units. Squeegee speed, down-pressure, and blade angle must be digitally locked to maintain uniform ink thickness across the entire run. This automation balances production speed against drying requirements, ensuring the ink cures fully without slowing down the line. Managing this printing process correctly enables factories to maintain high production speeds while protecting the physical properties of the fabric substrate.
4. Risk Factors: Preventing Severe Operational Flaws in Bulk Runs
The primary risk when printing on non-woven 80gsm substrates is thermal deformation caused by incorrect heat settings in the drying tunnel. If the conveyor speed slows or the heating elements run too hot, the polypropylene filaments will cross their softening point, leading to immediate shrinkage, warping, or complete melting of the fabric. Conversely, under-curing presents an equally severe risk: if the ink layer fails to reach its core cross-linking temperature, it will suffer from poor adhesion, causing the print to crack, peel, or smear when packed and shipped.
Color accuracy presents another major challenge when printing on pre-dyed synthetic fabrics. When performance polyester or non-woven substrates are heated during the curing process, disperse dyes in the fabric can turn into gas and migrate into the wet print ink layer. This issue, known as dye migration, can alter the color of light prints—turning a white corporate logo into a dull pink or gray. Preventing this flaw requires the use of specialized low-bleed inks and dedicated bleed-blocking under-base layers, adding another critical checkpoint to the quality control workflow.
Finally, mechanical defects like fabric puckering can ruin large shipments of performance apparel if decoration methods are poorly chosen. Using heavy, high-stitch count embroidery on thin performance polyesters creates uneven structural tension, causing the fabric to bunch and distort around the design. For these lightweight materials, screen printing or high-resolution heat transfers are preferred options. They preserve the fabric's natural drape and ensure the garments look professional and remain comfortable for event staff during long shifts.
5. Procurement Ledger: Cost Amortization Specs for Bulk Non-woven 80gsm Drops
Analyzing the financial metrics of high-volume non-woven 80gsm sourcing requires looking beyond simple per-unit purchase prices to calculate the total landed cost of the contract. Raw material costs represent the foundational tier of this ledger, determined by global polypropylene resin pricing and the extrusion efficiency of the mill. When planning promotional giveaways or trade show assets, procurement managers must evaluate how design complexity impacts total manufacturing costs, particularly when dealing with tight delivery windows.
Operational data shows that fixed setup expenses can heavily penalize buyers who divide their orders into multiple small, customized lots. For instance, splitting a ten-thousand-unit order into four separate regional variants requires four distinct machinery setups, multiplying total setup costs and reducing factory output. Maintaining a single design allows production lines to maximize efficiency, lowering variable manufacturing costs and accelerating throughput. Sourcing teams can use these savings to offset logistics premiums when tight schedules require using expedited manufacturing options.
Logistics planning represents the final critical variable in the total landed cost equation. Air freight can deliver critical event inventory within days, but the cost per unit can equal or exceed the original manufacturing price. Conversely, maritime and overland shipping paths offer significant cost savings but require long lead times and introduce risks from customs delays or port congestion. Supply chain managers must balance production schedules against these freight options to optimize budgets, ensuring that final delivery costs do not overshadow the manufacturing efficiencies achieved on the factory floor.
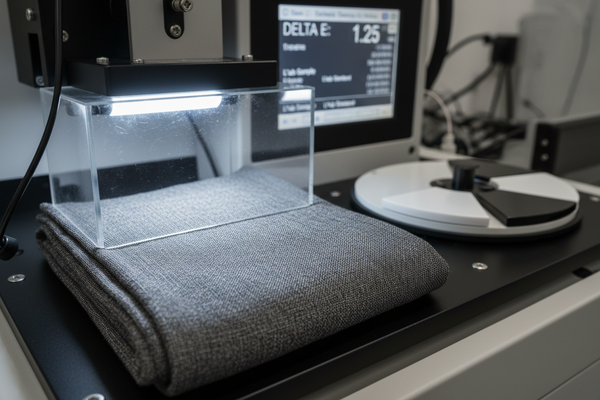
6. Engineering Benchmark Profiles: AATCC/ASTM Lab Threshold Metrics
To maintain objective quality standards across international supply chains, all custom manufacturing contracts must specify precise laboratory testing benchmarks. Relying on subjective evaluations at the receiving dock introduces unacceptable risk for large enterprise orders. Fabrics must undergo independent laboratory testing using standard ASTM and AATCC protocols to verify performance parameters before shipping from the factory floor.
The following performance matrix defines the minimum acceptable engineering thresholds for three primary event substrates, establishing clear legal criteria for quality control inspections and product acceptance:
| Testing Parameter & Standard Method | Non-woven 80gsm Polypropylene | 150gsm Performance Polyester | 12oz Cotton Canvas Matrix |
|---|---|---|---|
|
Tensile Strength (ASTM D5034 Grab Test) |
Minimum ≥ 65 N (Newton) lengthwise split | Minimum ≥ 180 N warp / 140 N weft splitting | Minimum ≥ 450 N high-tension threshold |
|
Colorfastness to Crocking (AATCC 8 Dry/Wet Rubbing) |
Dry: Grade 4.5 / Wet: Grade 4.0 minimum | Dry: Grade 4.5 / Wet: Grade 4.0 minimum | Dry: Grade 4.0 / Wet: Grade 3.0 maximum |
|
Dimensional Change (AATCC 135 Accelerated Washing) |
Not Applicable (Single-use event asset) | Maximum ≤ 2.0% structural shrinkage | Maximum ≤ 5.0% standard weave relaxation |
|
Thermal Mass Density (ASTM D3776 Weight Verification) |
Target: 80gsm (Tolerance: ± 3%) | Target: 150gsm (Tolerance: ± 4%) | Target: 400gsm (Tolerance: ± 3%) |
Adhering to these documented test limits ensures incoming shipments deliver the required durability, preventing tearing, color bleeding, or sizing variations during critical marketing events. If a sample fails to meet these metrics during pre-shipment inspections, procurement teams have the clear contractual right to pause shipping and require immediate factory correction.
7. Fatal Sourcing Gaps: Destructive Blindspots in Quality Control
One of the most damaging mistakes a procurement team can make is failing to establish clear, objective color management standards across different production locations. Relying on simple visual checks under varying factory lighting conditions guarantees color inconsistency. A brand logo can easily shift across different product lots if the ink mix isn't precisely controlled. Sourcing teams should require factories to use digital spectrophotometers to measure color accuracy against strict spectral data targets, ensuring brand consistency across all event assets.
Another common sourcing error is overlooking how fixed tooling costs impact overall product expenses across complex, multi-color designs. When buyers request complicated graphics with many gradient colors for fast-turn projects, they often forget that each color requires its own screen setup and calibration time. This unexpected overhead can quickly drain project budgets on smaller orders. To keep costs under control, design teams should optimize graphics for high-speed automated production, using clean vector artwork with fewer colors to minimize setup charges and keep production lines moving efficiently.
Finally, choosing complex or delicate decoration methods for rushed, fast-turn projects often leads to production delays and quality issues. For example, insisting on detailed embroidery on lightweight fabrics right before a major event can cause fabric puckering and slow down manufacturing. If an event deadline is quickly approaching, procurement managers should select faster, more efficient decoration methods like automated screen printing or precision heat transfers. These methods ensure rapid production while maintaining clean visual quality under tight timelines.
8. Supply Chain FAQ Summary: Verified Action Ledger FAQ
How does ink rheology alter high-velocity automated production output on non-woven 80gsm substrates?
Ink rheology directly impacts print sharpness and production speed. Viscosity must be precisely managed so the ink flows cleanly through the mesh screen under squeegee pressure but stops moving once deposited onto the fabric. If the ink is too thin, it can bleed through the porous non-woven matrix, blurring the logo edges. If it is too thick, it won't clear the screen completely, causing light spots and requiring frequent stops for cleaning, which reduces overall factory output.
What parameter controls prevent structural melting during flash assembly lead-time constraint operations?
Preventing fabric damage during rushed production requires matching the conveyor dryer's heat settings with the speed of the line. Factories must use low-cure inks that cross-link at lower temperatures, combined with forced-air cooling systems at the dryer exit. This setup ensures the ink cures fully while keeping the fabric well below its thermal softening point, avoiding structural warping or melting during accelerated production runs.
Why should spectral pantone color co-ordination be contractually mandated for international marketing giveaways?
Relying on subjective color evaluations across different production facilities often leads to inconsistent branding. Digital color tracking ensures all manufacturing locations use identical target coordinates to match brand standards. This objective approach eliminates disagreements over color accuracy and ensures all event merchandise looks identical, regardless of which factory produced the items.
How do block screen setup amortization calculations protect corporate apparel program buyers from unexpected costs?
Including setup expenses in the initial contract prevents hidden fees from appearing later on final invoices. This pricing clarity allows procurement managers to accurately calculate the total landed cost per unit across different order sizes. By understanding how fixed setup fees drop on a per-unit basis as volumes increase, buyers can better plan their ordering strategies to maximize value across their entire corporate apparel program.
For more detailed information on maximizing procurement efficiency and exploring advanced fabric solutions for high-volume corporate programs, read through our comprehensive supply chain optimization guide to learn how to streamline your operations and eliminate costly sourcing bottlenecks.