French Terry vs Fleece Hoodies: Bulk Sourcing & Quality Guide
1. Sourcing Realities: What Campus Clubs and Corporate Buyers Overlook Regarding Hoodie Fabric
Buying hoodies in bulk is a minefield. The sample looks like a dream, but the shipment of 500 units comes in, and the fabric is wrong. It's thin, it twists, and the logo looks like it was slapped on by a kid. We're not talking about cheap souvenirs; we're talking about your brand. For campus clubs selling merch or corporate team-building events, the hoodie is a walking billboard. If the fabric skews or the embroidery puckers, people won't wear it. This guide cuts through the marketing fluff and compares French Terry vs Fleece Hoodies based on real-world physics and factory floor knowledge.
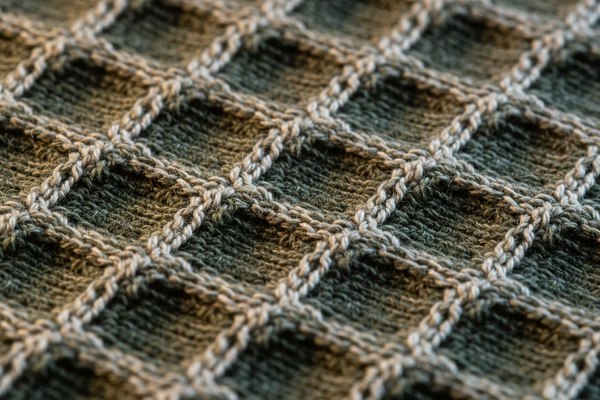
Let's start with the basics: the knitting. French Terry is a two-thread knit. The outside is smooth, the inside has small, uncut loops. It's breathable and soft. Fleece, specifically "Three-End Fleece," is a three-thread knit. It has a smooth face (the "Ring-Spun Face Yarn Shell") and a brushed back. That brushing process breaks the back threads, creating a soft, fluffy layer we call "loft." The "Three-End Fleece Structural Geometry" makes it inherently warmer. Why? Because air gets trapped in the loft. If you're buying for a cold-weather event, fleece wins. If you're buying for a gym or indoor use, French Terry wins. But the choice isn't just about warmth; it's about how the fabric behaves under heat and pressure.
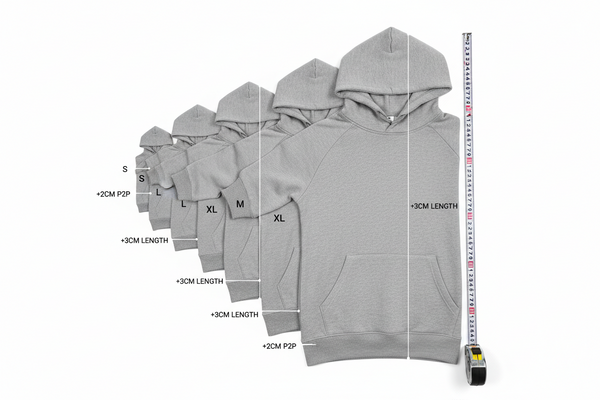
Fabric weight is your next variable. Measured in GSM (Grams per Square Meter), this dictates the feel. French Terry usually runs 280-360 GSM. Fleece typically runs 280-380 GSM. A 300 GSM French Terry feels lightweight and drapey. A 380 GSM Fleece feels like you're wearing a blanket. For premium athletic tournament club membership packages, you want that 380 GSM fleece. It feels expensive. But remember, a heavier fabric means higher freight costs. That 80 GSM difference translates to roughly 100-150 grams per garment. Over 1,000 hoodies, that's 150kg of added weight—$300 in extra air freight.
2. Textile Physics: The Structural Science Behind Knit Construction and Shrinkage
The core difference lies in the "Three-End Fleece Knit Construction." In a three-end knit, you have three yarns feeding the needle. In a two-end (French Terry), you have two. This isn't just complexity for the sake of it. The three-end structure creates a dense, stable base. However, the brushing process weakens the yarns slightly. This is why the "Ring-Spun Face Yarn Shell" matters. If the face yarn is carded open-end, the brushing can cause the yarn to break down, leading to "Longitudinal Laundering Skewing." The fabric twists in the wash because the tension in the yarns isn't balanced.
Shrinkage is your next headache. French Terry, being lighter and less dense, often shrinks more (5-7%). Fleece, due to the tighter knit, shrinks slightly less (4-6%). But both are vulnerable. This is where "Cellulose Pre-Compacted Stabilization" saves your order. This process uses steam and pressure to mechanically compress the fabric before cutting. Think of it as pre-shrinking. It stabilizes the cellulose fibers. If a factory skips this step to save 10 minutes of processing time, your hoodies will shrink 8% on the first wash. That turns an XL into a L. You must demand this processing step. It's a non-negotiable line item in your PO.
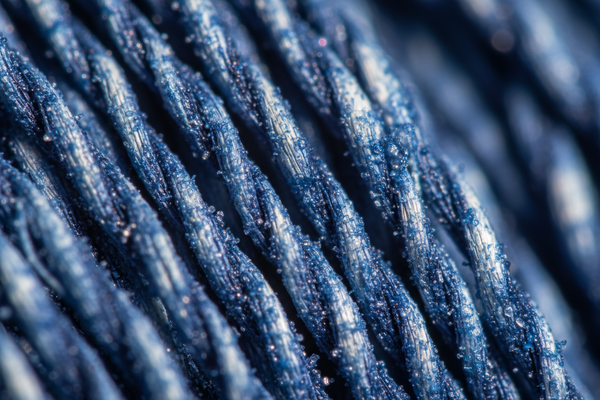
Let's talk about the interior. Fleece loft is what gives the fabric its signature softness. But this "Fleece Loft Compression Rate" is a hidden killer. After 20 industrial washes, the brushed fibers start to mat down. A 320 GSM fleece can feel like a 280 GSM fleece after a few months. The loft compresses. To mitigate this, you need a longer staple fiber. Long-staple ring-spun fibers resist matting better than short-staple open-end fibers. The staple length affects the surface area; longer fibers have more surface area to hold the brush. So, always specify ring-spun yarns for the backing as well, not just the face.
3. Workshop Execution: Calibrating Decoration for Fabric Structure
You have the fabric, now you have to print or embroider it. The decoration method must respect the fabric's texture. For French Terry (smooth face), screen printing is a dream. The ink sits cleanly on the surface. The "Ring-Spun Face Yarn Shell" provides a slick canvas for the ink to adhere to. For Fleece, the face is slightly textured. This can cause screen printing to "dot" or lose fine lines. Here, DTF transfers often work better because the adhesive fills the micro-gaps on the surface.
Embroidery is where things get tricky. Fleece is thick. Embroidery on fleece requires a sharp needle and a strong backing. But the major risk is "Perimeter Edge Puckering Distortion." This happens when the tension of the thread pulls the fabric inward. It creates ripples around the logo. The fix is "Stitch Pull-Compensation File Optimization." A good digitizer will stretch the design in the software before it goes to the machine. For example, if the design is 10cm wide, they might digitize it at 10.3cm. When the thread pulls it, it snaps back to 10cm. This requires experience. You need to test the file on a sample of the exact fleece. Don't rely on standard settings.
Puff Embroidery is another option. This uses a foam base under the thread to create a 3D effect. It looks great on fleece. However, the heat from the needle can melt the foam if the speed is too slow. It adds a premium aesthetic but adds 30% more production time. For a flashy gym brand, puff embroidery is a solid choice. But it costs more—around $1.50 per design.
4. Risk Factors: Preventing Severe Operational Flaws in Bulk Runs
Let's address the three mistakes that tank bulk hoodie orders. First, "Longitudinal Laundering Skewing." Imagine a hoodie hanging on a rack. You look at the side seam. It should go straight down. But after a wash, the seam twists around the torso. This is skewing. It's caused by unbalanced yarn twist. The solution is to specify a "zero-twist" or "balanced" finishing process. You can test this yourself: wash the sample, iron it flat, and check the alignment of the side seam with the center of the chest.
Second, "Ultra-Dense Embroidery on Thin Fabrics." Don't send a 20,000 stitch logo to be embroidered on a 280 GSM French Terry hoodie. The fabric can't handle the density. It will ripple. You need to reduce the stitch count. Use a less dense fill stitch (like a tatami stitch) to reduce stress. The machine tension should be lower. A 0.4 mm underlay (the first stitching that anchors the design) is better than a 0.6 mm underlay on lightweight fabrics.
Third, "Fleece Loft Compression Miscalculation." Buyers often compare GSM only. They think 350 GSM is 350 GSM. But a 350 GSM fleece made of open-end carded yarn will compress to a flat mat after 10 washes. A 320 GSM fleece made of ring-spun long-staple yarn will retain its loft. The compression rate for open-end fleece is around 30%; for ring-spun, it's around 12%. Spend the extra dollar per garment on ring-spun yarn. It ensures the hoodie feels premium even after a season of wear.
5. Procurement Ledger: Cost Amortization Specs for Bulk Fleece and Terry Drops
Let's break down the numbers. A blank French Terry hoodie (300 GSM, 80% cotton/20% poly) costs roughly $12-$16 FOB (Free On Board). A fleece hoodie (320 GSM, 80/20) costs $14-$18. That $2-$4 difference is the cost of the brushed backing and the extra thread.
Now, decoration. Screen printing a 3-color front logo on 500 hoodies costs about $2.50 per unit (setup amortized). Embroidery on 500 hoodies costs about $4.50 per unit. Puff embroidery adds $1.50 to that. So, if you are doing puff embroidery on a fleece hoodie, you're looking at $6.00 per hoodie just for the decoration. That's a 40% increase in decoration cost over screen printing.
Factor in the "Fleece Loft Compression Rate." If you buy the cheaper open-end fleece, you save $2 per unit. But after 10 washes, the hoodie loses its loft. The customer feels cheated. They won't wear the hoodie. Your brand visibility drops. It is better to pay the higher upfront cost for ring-spun face yarns. The cost difference is $1-$2 per unit, but the lifespan of the print and the fabric's texture double. For a 500-piece order, that's an extra $1,000. Spread over the marketing value, it's negligible.
6. Engineering Benchmark Profiles: AATCC/ASTM Lab Threshold Metrics
You need lab standards to protect your purchase. Here are the baseline thresholds for hoodie fabrics.
| Test Method | Standard | Acceptable Threshold | Failure Consequence |
|---|---|---|---|
| Dimensional Stability (Shrinkage) | AATCC 135 | ± 5% length / ± 4% width | Hoodie shrinks, logo migrates, hood doesn't fit. |
| Fabric Skew (Twist) | AATCC 179 | ≤ 3% (Premium grade) | Side seams twist; garment distorts. |
| Pilling Resistance | ASTM D4970 | Grade 4 (minimal fuzz) | Face yarn pills; logo looks fuzzy, cheap. |
| Colorfastness to Crocking | AATCC 8 | Grade 4 (Wet) | Dye rubs off on other clothing. |
AATCC 179 is your key metric for "Longitudinal Laundering Skewing." A skew of more than 3% indicates poor knitting tension. Reject it. The "Pilling Resistance" test is crucial for the face yarn. If it pills, the hoodie looks old. Demand these reports.
7. Fatal Sourcing Gaps: Destructive Blindspots in Quality Control
The first blindspot is ignoring the "Pre-Production Physical Master Sample." You might approve a digital mockup. That's a mistake. For fleece, you need to see the "loft." You need to feel the "Three-End Fleece Structural Geometry." You need to hold it. The digital file hides the fuzzy texture.
Second, buyers forget to "Recalibrate digital stitch pull paths to bypass panel puckering bugs." The embroidery file is designed on a flat screen, but it's executed on a curved hoodie. The front panel is not flat. The tension changes. If you don't test the embroidery file on the actual fabric, you risk "Perimeter Edge Puckering Distortion." The customer sees the ripples and assumes the hoodie is cheap.
Third, the "Fleece Loft Compression Rate" is never discussed in the initial supplier quotes. Buyers only look at GSM. You must ask the supplier for the "compression rate" after 5 standard wash cycles. If they don't know or won't guarantee it, walk away. They are using low-grade, open-end yarns that will flatten out, turning your premium hoodie into a cheap bath mat.
8. Supply Chain FAQ Summary: Verified Action Ledger FAQ
How do I test a hoodie for skewing without a lab? Wash it hot and dry it on high heat. Lay it flat on a table. Fold the hoodie in half, matching the shoulders. Measure the distance between the bottom hem and the side seam alignment. If they are off by more than 1 inch (2.5 cm), it's skewed.
What is the ideal GSM for a hoodie that can be worn in a 50°F office and outside in a 30°F parking lot? Aim for 320-340 GSM fleece. This range provides sufficient loft without being so heavy that it restricts movement. 380 GSM is too heavy for indoors; 280 GSM is too light for winter.
Can I screen print with discharge ink on 80/20 fleece? No. Discharge ink requires a chemical reaction with cellulose (cotton). The 20% polyester in the blend won't discharge. The print will look discolored. Use standard plastisol or DTF for poly-cotton blends.
How does puff embroidery hold up on fleece compared to standard embroidery? Puff embroidery is less durable than standard embroidery on fleece because the foam can crack if the hoodie is stretched or twisted excessively. It looks great for light wear but will degrade faster than flat embroidery in a gym environment.