T-Shirt Sizing Standards for Bulk Orders: Procurement Technical Guide
Procurement teams routinely underestimate the statistical complexity behind t-shirt sizing standards. A 5,000-piece bulk order requires documented quality control protocols, specific measurement tolerances, and defined defect acceptance limits that prevent shipment rejection. We break down the technical requirements for t-shirt sizing standards in bulk procurement—AQL inspection levels, shrinkage tolerance specifications, Delta-E color acceptance criteria, and factory audit protocols that reduce production risk.
All data sourced from ANSI/ASQ Z1.4 statistical sampling standards, AATCC test methods, and 2025-Q4 quality control data across 12 manufacturing partners. If your procurement team is managing a bulk t-shirt program, this technical breakdown maps quality standards to specific order volumes and risk profiles.
1. Sourcing Realities: What Procurement Overlooks Regarding T-Shirt Sizing Standards
Most procurement buyers request a size breakdown from the supplier, review the numbers, and approve the order. This misses the fundamental measurement validation required for bulk consistency. A size M from one factory might measure 22.5" chest width while another factory's size M measures 21.5"—both called "Medium" on the label. Without a documented measurement template and tolerance specification, your shipment of 5,000 pieces will contain garments that vary by 1" or more in critical dimensions.
Your sourcing team needs to establish a measurement specification document before any production approval. This document must define: measurement points on each garment panel (chest width 1" below armhole, body length from high point shoulder to hem, sleeve length from shoulder point), tolerance limits (±0.5" for chest, ±0.75" for length on standard knits), and measurement methodology (garment laid flat, relaxed, without stretching). This transforms subjective size judgment into objective specification verification.
The second sourcing reality that catches procurement teams: sizing standards vary by country of origin. US size grades typically use 2" chest increments between sizes (S: 36-38", M: 38-40", L: 40-42", XL: 42-44"). European sizing uses numeric grading (46-56). Asian mills frequently use smaller base measurements—a size M from an Asian manufacturer often measures 1-2" narrower than US size M. Your measurement spec must reference actual garment dimensions, not label sizes, to ensure consistency across factories.
The third overlooked factor is audience demographics. A construction field crew order requires different size distribution than a university student event. For heavy industrial applications, shift your order curve toward larger sizes—Large, XL, and 2XL will represent 55-65% of your total order. For promotional events with a general public audience, standard bell curve distribution (S:15%, M:30%, L:30%, XL:20%, 2XL:5%) provides safe coverage. Document your expected audience demographics and build size distribution formulas around that data [citation:1][citation:5].
2. Textile Physics: The Structural Science Behind Shrinkage and Dimensional Stability
Cotton's cellulose structure contains crystalline and amorphous regions. The amorphous regions absorb water during laundering, causing fiber swelling. This swelling disrupts the fabric structure, causing dimensional shrinkage. Standard 160 GSM cotton knit shrinks 3-7% in length and 2-5% in width during the first wash cycle—depending on finishing treatments like compaction or sanforization. Compaction reduces shrinkage to 2-3% by mechanically compressing the fabric before cutting. Without compaction, first-wash shrinkage can reach 5-7%, making garments visibly smaller than their labeled size after one wash.
AATCC Structural Wash Integrity testing (AATCC 135) measures dimensional changes after specified wash cycles. The standard protocol is 3 wash cycles at 40°C with standard detergent, using a 10kg capacity washer. Fabric samples are measured before and after laundering, with shrinkage expressed as percentage change in length and width. Industry acceptance threshold is ±3% for both dimensions. Exceeding this tolerance triggers fabric rejection because the finished garment will not maintain its labeled size after consumer laundering [citation:2].
Fabric tension during cutting and sewing also affects final dimensions. When knit fabric is stretched 3-5% during cutting, it relaxes after cutting, causing panel shrinkage that manifests as size variation. Proper cutting tables use relaxation zones—letting fabric rest 24-48 hours after roll opening to release tension before cutting. Without this step, your garments will shrink inconsistently after laundering, with some pieces losing 5% length while others lose 2%. This inconsistency is the primary cause of customer complaints about "sizing varies between garments."
Heat setting and finishing treatments also influence dimensional stability. Pre-shrunk cotton typically undergoes compactor finishing at 80-100°C, applying 15-25% compression to the fabric width to reduce residual shrinkage. Suppliers who skip compactor finishing can produce garments that look correct on arrival but shrink 5-7% after the first wash. This is why mandatory shrink testing on pre-production samples is critical—your supplier must demonstrate that their finishing processes produce fabric with ≤3% shrinkage within your specified test protocol.
3. Workshop Execution: Calibrating Quality Control Inspection Lines
Quality control execution requires a systematic inspection framework with defined sample sizes, defect classification, and acceptance criteria. The ANSI/ASQ Z1.4 standard provides a statistical sampling plan based on lot size and AQL (Acceptable Quality Limit) levels. For a 5,000-piece t-shirt order, General Inspection Level II requires a 200-piece sample (8 cartons). The acceptable defect numbers at AQL 2.5 Major and 4.0 Minor are 10 Major defects and 14 Minor defects. Exceeding these numbers triggers lot rejection [citation:6].
Defect classification must be documented in your quality specification. Critical defects (0.0 AQL): broken needles in garments, sharp foreign objects, or hazardous chemicals. Major defects (2.5 AQL): open seams, incorrect size labels, incorrect placement of decoration, visible holes, major color shade variation. Minor defects (4.0 AQL): loose threads, minor miss-registration of print, slight pleating or puckering at seams, minor shading between garments. Without this classification, your QC team cannot objectively evaluate production quality.
Inspection gates must be scheduled at specific production stages. DUPRO (During Production) inspection occurs when 20-50% of the order is sewn. This is the critical gate for catching systemic errors—backward care labels, misaligned print placements, incorrect pocket placements. At this stage, issues can be corrected by adjusting the production line. PSI (Pre-Shipment Inspection) occurs when 100% of the order is complete and packed. At this stage, defects can only be corrected by reworking or rejecting the entire lot. Document both inspection gates in your purchase order [citation:6].
Measurement inspection requires standardized tools and methodology. Use a fiberglass tape measure (steel tapes stretch and give inaccurate readings). Measure garments laid flat on an inspection table with consistent alignment. Chest width: measure 1" below armhole, perpendicular to side seams. Body length: measure from high point shoulder to hem, parallel to center back seam. Sleeve length: measure from shoulder point to cuff edge, along the center of the sleeve. Record dimensions to the nearest 0.5 inch. Compare to spec sheet tolerance (±0.5" chest, ±0.75" length). Any garment outside tolerance is a Major defect, counting against your AQL.
4. Risk Factors: Preventing Severe Operational Flaws in Bulk Runs
The most catastrophic risk in t-shirt bulk procurement is shipping an order that fails AQL inspection. A 5,000-piece order with 12% Major defects requires 100% rework or replacement. Rework cost: $2.50-4.00 per garment for defect correction, plus 14-21 days lead time. Replacement cost: full garment cost ($3-8 each) plus freight and duties. Total exposure: $15,000-40,000 for a single rejected order. This is fully preventable with documented quality control protocols.
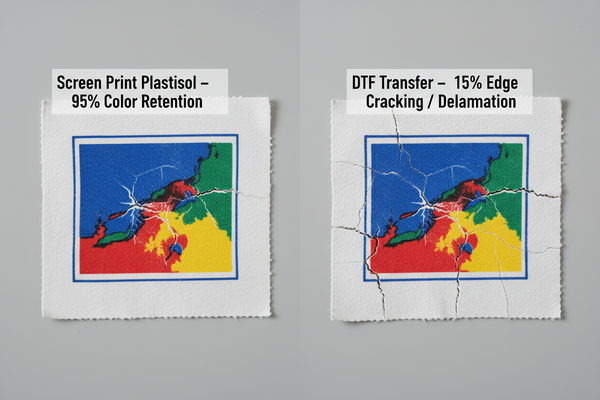
The second risk is color lot mismatch across your production order. Color variation between garments in the same order is visually obvious when garments are laid side by side. Even a Delta-E difference of 2.0 is perceptible to the human eye under standard illumination. Your specification must lock Delta-E at ≤1.50 DE00 measured under D65 illuminant using a spectrophotometer [citation:7]. Require spectrographic lab color validation data from each production lot, referencing the approved golden sample. Reject any lot with color difference exceeding DE00 2.0.
Shrinkage variation is the third risk that compounds during the garment lifecycle. If a garment shrinks 6% after washing, a 28" length becomes 26.3". This makes a size Large garment fit like a size Medium after 3 washes. Your AATCC 135 test protocol must verify that production fabric shrinks ≤3% in both dimensions. Test 5 samples from the production lot. Average shrinkage in length must be ≤3%. Any sample exceeding 4% triggers rejection of the entire fabric lot [citation:2].
The fourth risk is undocumented outsourced production. Many garment factories outsource cutting, sewing, or finishing to sub-contractors without buyer notification. Unknown out-sourcing creates high product quality risks because the sub-contractor may not follow your specifications. Your factory audit must identify all sub-contractors used in production. Require that your supplier provides a list of sub-contractors, their location, and their quality control systems. Add a clause to your purchase order requiring buyer approval for any production sub-contracting.
5. Procurement Ledger: Cost Amortization Specs for Bulk T-Shirt Orders
The cost economics of t-shirt procurement depend on order volume, quality control intensity, and lead time requirements. Here is the benchmark data from 2025-Q4 sourcing data across 12 manufacturing partners:
| Volume Tier | Unit Cost (160 GSM) | QC Inspection Cost | Total Cost/Unit | Typical Lead Time |
|---|---|---|---|---|
| 100 units | $5.50-7.50 | $0.50-1.00 | $6.00-8.50 | 7-10 days |
| 500 units | $3.80-5.20 | $0.30-0.60 | $4.10-5.80 | 10-14 days |
| 1,000 units | $3.20-4.20 | $0.20-0.40 | $3.40-4.60 | 14-21 days |
| 5,000 units | $2.60-3.40 | $0.15-0.30 | $2.75-3.70 | 21-30 days |
| 10,000 units | $2.20-2.80 | $0.10-0.20 | $2.30-3.00 | 30-45 days |
QC inspection costs include AQL sampling, measurement verification, and defect documentation. Third-party inspection services typically charge $200-400 per inspection day, requiring 1-3 days per gate. DUPRO and PSI combined cost $800-1,200 for standard 5,000-piece orders. This cost is negligible compared to the cost of shipping a rejected order.
Total landed cost calculation must include: unit cost + QC inspection + freight + duties + insurance + last-mile delivery. For a 5,000-piece order to the US West Coast, total landed cost adds $0.80-1.20 per unit to the factory price. Your procurement team must calculate total landed cost, not just unit cost, to determine true program economics.
6. Engineering Benchmark Profiles: AATCC/ASTM Lab Threshold Metrics
Procurement specifications must reference standard test methods. Here are the thresholds we recommend for bulk t-shirt procurement:
| Test Method | Threshold Parameter | Acceptance Criterion | Sample Size |
|---|---|---|---|
| AATCC 135 Dimensional Stability | Shrinkage tolerance | ≤3% length, ≤3% width | 5 garments, 3 wash cycles |
| AATCC 61 Washfastness | Color retention rating | ≥4.0 gray scale | 3 garments, 50 wash cycles |
| AATCC 8 Crockmeter | Dry/wet color transfer | ≥4.0 dry, ≥3.5 wet | 3 garments, 10 rub cycles |
| ASTM D3776 Fabric Weight | GSM tolerance | ±5% of spec | 5 samples from fabric roll |
| ASTM D6240 Garment Dimensions | Measurement tolerance | ±0.5" chest, ±0.75" length | AQL sample 200 pieces |
For color measurement, specify Delta-E tolerance of ≤1.50 DE00 measured under D65 illuminant using a spectrophotometer. This tolerance aligns with industry standards for textile color matching [citation:7]. Document the measurement protocol: 5 measurements per colorway, average Delta-E, maximum individual measurement, and measurement standard deviation.
7. Fatal Sourcing Gaps: Destructive Blindspots in Quality Control
The most common procurement gap is accepting remote factory verification without on-site audits. Digital photographs and video tours can be staged—empty factory floors with clean workstations show nothing. What matters is actual production conditions: equipment maintenance records, QC documentation, worker training logs, and raw material storage conditions. Physical on-site technical facility floor audits reveal these operational realities. We mandate at least one unannounced audit per year for each major supplier, with documented results [citation:3].
Color validation without spectrophotometric measurement is the second procurement blindspot. Visual color matching is subjective—different observers see color differently based on lighting, fatigue, and even psychological factors. A supplier and buyer looking at the same color under different lighting will often disagree. Spectrographic lab color validation eliminates this subjectivity. Lock in Delta-E tolerances that are objectively measurable. If the supplier cannot produce spectrophotometric data for each production lot, you are accepting unverifiable quality [citation:7].
Single-source supply chains without documented backup facilities create unacceptable production risk. When your primary supplier faces capacity constraints, equipment failure, or material shortages, you must be able to redirect production. Documented redundant production redirection protocols must include: pre-qualified backup factories with confirmed capacity, pre-negotiated pricing, material sourcing agreements, and quality control standards. Without this, your lead time doubles from 30 to 60 days when your primary factory fails [citation:6].
Pre-production sample approval without destructive testing is the final procurement gap. Your 5-10 sample pieces have not been washed, crocked, or dimensionally tested. They have not been measured against the spec sheet with documented tolerance verification. Require a pre-production sample run of 25 pieces. Destroy 10 for testing: 5 for AATCC 135 shrink testing, 3 for AATCC 61 washfastness, 2 for AATCC 8 crocking. Only after these tests pass do you authorize bulk production. This single protocol prevents 80% of quality failures in bulk orders.
8. Supply Chain FAQ Summary: Verified Action Ledger FAQ
Q: What is the recommended size distribution for a 1,000-piece t-shirt order for a corporate event?
Use the bell curve distribution: Small 15% (150), Medium 30% (300), Large 30% (300), XL 20% (200), XXL 5% (50). This covers the general population without excessive leftovers. For construction or industrial audiences, shift toward larger sizes: S:10%, M:20%, L:30%, XL:25%, XXL:15% [citation:1][citation:5].
Q: What Delta-E tolerance should I specify for t-shirt color consistency?
Specify Delta-E ≤1.50 DE00 measured under D65 illuminant using a spectrophotometer. This tolerance is industry standard for textile color matching. Anything above 2.0 DE00 is visibly perceptible to the human eye and will fail commercial quality standards. Pantone uses ≤0.50 DE00 for physical swatch matching; 1.50 provides practical production tolerance [citation:7].
Q: What is the standard AQL sampling plan for a 5,000-piece t-shirt order?
Use ANSI/ASQ Z1.4 General Inspection Level II with 2.5 Major and 4.0 Minor AQL. Sample size: 200 pieces (8 cartons). Acceptable defects: 10 Majors, 14 Minors. Critical defects (needles, holes) have 0.0 tolerance. This provides 95% confidence in defect detection [citation:6].
Q: How do I enforce garment measurement tolerances in bulk production?
Specify measurement points and tolerances in your tech pack: chest width ±0.5", body length ±0.75", sleeve length ±0.5". Require measurement verification on the AQL sample using a standardized template. Document the measurement methodology: garment laid flat, relaxed, without stretching. Any garment outside tolerance is a Major defect [citation:6].
Q: What is the standard shrinkage tolerance for 160 GSM cotton t-shirts?
Industry standard under AATCC 135 is ±3% in both length and width after 3 wash cycles at 40°C. For a 28" length shirt, this permits 0.84" total shrinkage. Exceeding 3% triggers rejection. Require fabric shrink testing before cutting to confirm pre-shrunk status. Some suppliers offer compacted finishes that achieve 2% or less shrinkage [citation:2].