Guide to High-Visibility Polyester Embroidery Calibration for Corporate Fleet Managers
1. Sourcing Realities: What Corporate Fleet Managers Overlook Regarding Global Tech Fleet Bundles
Procuring a scalable apparel lot for a highly specialized corporate transit network or managing cross-department onboarding setups for global technology fleets requires moving past the transactional practices of consumer-grade purchasing. Most enterprise sourcing teams approach volume clothing distribution with a retail-biased mindset, treating high-visibility protective wear and workforce apparel as simple promotional commodities. The typical procurement workflow involves selecting a basic garment style from a digital catalog mockup, pasting a logo asset onto a designated chest graphic block, circulating a linear sizing spreadsheet across an un-audited student or employee directory, and issuing a standard wire deposit to an unvetted vendor. When these uncalibrated production lots encounter real-world deployment environments, the entire procurement model collapses under physical stress. Active transit crews, civil engineering squads, and global field infrastructure operators require workwear engineered to survive grueling 12-hour high-friction shifts under volatile climate exposures. Sourcing managers who fail to recognize this operational reality introduce structural vulnerabilities into their networks, manifesting as premature material failure, falling safety compliance ratings, and accelerated replacement costs that erode corporate capital buffers. For brand directors and supply chain professionals targeting a sustainable market position on platforms like /collections/custom-hoodies, protecting your project capital requires moving past basic aesthetics and mastering the fundamental engineering metrics of the textile substrate.
When executing mass international supply contracts across multiple corporate subdivisions, coordinating delivery schedules requires absolute supply chain visibility. Decentralized branches frequently order custom lots independently, causing fragmented dye lot compliance, un-synchronized branding standards, and a complete loss of bulk purchasing leverage. Compounding this challenge is the complexity of configuring multi-item onboarding bundles—such as pairing custom low-profile dad caps with heavy-weight custom tees—into a singular, serialized inventory SKU. Without an overarching contract layout that integrates localized fulfillment centers, corporate procurement programs face continuous friction from high shipping premiums and unexpected international border clearance delays. To correct these inefficiencies, advanced enterprise supply chain directors bypass spot-market brokers and transition to structured supply frameworks that rely on pre-positioned blank inventories held within regional cross-dock warehouses. This protective strategy removes prolonged fabric weaving and custom coloration steps from the critical path, enabling immediate automation lines for technical customization and reducing delivery lead times from weeks to a matter of business days. By establishing clear logistical pathways clear of major rollout target dates, corporate fleet systems avoid international transit bottlenecks and completely eliminate the need for costly expedited air cargo delivery modes.
2. Textile Physics: The Structural Science Behind High-Visibility Polyester
Securing long-term material survival in high-stress transport and field engineering environments requires a deep engineering understanding of synthetic macromolecular construction. High-visibility uniforms depend on advanced, specialized high-visibility polyester textiles woven from high-denier filaments. Unlike natural organic cotton fibers, which feature short staples prone to friction splitting and moisture absorption, synthetic high-visibility polyester relies on continuous-filament yarns that deliver superior baseline Industrial Tensile Endurance. This polymer matrix is engineered to resist severe abrasion along typical high-friction zones like armhole seams, cuffs, and tool belt touchpoints, maintaining its structural shape through months of rigorous physical labor. The tight weaving geometry of these synthetic filaments minimizes yarn shifting under tension, establishing an unyielding foundation for complex corporate logo systems and heavy retroreflective safety trim arrays.
The chemical coloration process of industrial high-visibility textiles requires precise temperature calibration to maintain optical performance benchmarks over an extended operational life cycle. Fluorescent coloration is achieved by embedding specialized dye molecules directly into the synthetic polymer matrix under intense thermal pressure, a process known as disperse molecular binding. This thermodynamic reaction causes the dye particles to dissolve completely within the solid polyester fibers, forming a highly stable, integrated solution. This atomic-level integration is critical because high-visibility apparel relies on absorbing invisible ultraviolet light waves and re-emitting that energy as high-saturation visible light. If the finishing mill utilizes low-tier carded fiber blends or reduces dye processing times to save energy, the fluorescent molecules will quickly detach from the fiber core during washing, causing immediate color fading that compromises safety compliance ratings.
Furthermore, raw synthetic materials naturally attract hydrocarbons, making untreated polyester highly vulnerable to permanent staining from grease, vehicle oil, and industrial dirt. To mitigate this material risk, advanced technical textiles undergo an extensive post-weaving chemical modification process that applies a high-performance Fluorocarbon Soil Release finish to the fabric web. This chemical process lowers the surface energy of the individual polyester fibers, creating an invisible oleophobic shield that prevents complex industrial grease chains from bonding with the synthetic yarn core. When garments treated with this protective finish are subjected to industrial cleaning cycles, the embedded soils release smoothly from the fabric weave without requiring aggressive, fiber-damaging mechanical scrubbing. This preservation of the underlying yarn structure directly guards the fabric's fluorescent color properties, ensuring the uniform satisfies strict field safety visibility criteria over an extended service lifecycle.
3. Workshop Execution: Calibrating Embroidery and Logo Placement Output Lines
Transforming raw, technically stabilized synthetic textiles into an authoritative, branded uniform layout requires precise manufacturing steps across the automated customization floor. The production sequence kicks off at the digital cutting stations, where multi-ply vacuum-assisted laser arrays slice through stacked layers of high-vis polyester. If the technical fabric rolls have not reached physical equilibrium following the disperse dyeing process, internal fiber stresses will cause the panels to shift slightly as they release from the cutting table, introducing structural alignment errors before sewing begins. Maintaining a strict vertical warp alignment during the pattern cutting stage is vital to ensure that finished torso sections do not twist or torque during active physical wear.
Once the cut textile panels move to the decoration floor, the setup parameters for multi-head automated embroidery stations must be adjusted precisely to prevent material damage. Synthetic high-vis fabrics are vulnerable to needle-hole propagation and puckering distortion if stitch parameters are copied blindly from standard cotton setups. To secure clean, flat corporate branding definitions, quality control managers must mandate a multi-directional non-woven stabilizer sheet behind every design zone. This backing material isolates the high-velocity impact of the embroidery needles, absorbing downforce tension and preventing the synthetic polyester yarns from bunching together under the stress of dense fill patterns. Machine operators must continuously monitor thread tension systems using digital force gauges, keeping pull vectors within strict limits to ensure complete perimeter structural integrity across the customized fabric block.
For complex multi-colored enterprise emblems that feature fine vector typography or intricate brand details, technical designers often switch production from traditional embroidery to computer-controlled high-solid screen printing or specialized thermal transfer lines. This track requires forcing technical inks through high-tension screens to deposit sharp, clear design layers onto the polyester face. The printed panels are then fed into long, gas-fired industrial curing ovens where heat exposure must hit exact polymerization marks across the entire depth of the ink film. This heat exposure triggers an immediate cross-linking reaction within the design polymers, locking the graphic to the synthetic fibers to prevent cracking or peeling under daily wear. When quick rollout schedules are required, production facilities can utilize pre-positioned blank inventories to bypass standard fabric milling stages, dropping customized branding layouts directly onto pre-vetted substrates to satisfy short-notice corporate demands.
4. Risk Factors: Preventing Severe Laundering Crocking and Reflective Decay In Bulk Runs
Deploying volume workwear allocations into high-friction industrial sectors introduces serious material failure risks that can quickly ruin project capital. The primary material defect encountered during active transportation and infrastructure shifts is high-friction dye bleeding, tracked under standard industry lab protocols as Laundering Crocking Metrics. When transit operators spend 12-hour shifts performing repetitive movements against cabin seats or steering arrays, continuous wet or dry friction causes loose, unfixed dye molecules to migrate from the uniform face onto adjacent interior surfaces. This color migration indicates improper color setting at the mill and signals a rapid decline in the garment's retroreflective properties. If a supplier utilizes low-quality dyes to cut margins, the uniform's fluorescent properties will drop below safety compliance levels within a few wash cycles, forcing procurement managers to retire the assets early and absorb unamortized replacement costs.
A secondary point of structural failure involves the rapid physical degradation of the high-visibility reflective elements, an issue controlled under strict field safety testing rules as Retroreflective Index Certification. The reflective striping arrays applied to industrial garments rely on millions of microscopic glass beads or precision microprisms embedded inside a durable polymer base. If the garment manufacturer uses low-tier adhesives or cuts corners on thermal bonding times during assembly, these delicate reflective elements will delaminate rapidly when exposed to high-heat cleaning cycles in industrial laundromats. As the clear polymer top layer degrades, dust and oil particles slide into the exposed spaces, blocking light paths and reducing visibility performance during night shifts. Sourcing directors must protect their investments by mandating that all reflective trim materials pass independent laboratory testing that verifies safety compliance across at least 50 high-temperature cleaning cycles.
Furthermore, enterprise uniform programs frequently suffer heavy financial losses due to the classic Roster Size Distribution Error. Procurement teams often fall into the trap of using generalized size charts from retail vendors, ordering a basic linear distribution of Small, Medium, Large, and Extra-Large items across their entire workforce. This rigid approach ignores the real statistical curves of real field crews. Sizing demands across a modern industrial workforce do not distribute evenly across a flat linear scale; instead, they follow a shifting binomial curve that clusters around specific mid-range sizes. When you apply a linear purchase order to a real employee directory, you create immediate inventory imbalances. The core mid-size stocks sell out on day one, creating unexpected shortages, while a massive surplus of extreme edge sizes sits on warehouse shelves as depreciating dead stock. Sourcing directors must implement smart statistical filters on group order portals to align inbound production splits with documented user dimensions, preventing wasted capital on items that will never be worn. To review detailed deployment case studies from matching industrial sectors, analyze our operational overview guides at /blog/related-article-slug.
5. Procurement Ledger: Cost Amortization Specs For Bulk High-Visibility Polyester Drops
Developing a successful enterprise apparel strategy requires deep insight into the complex factory cost allocations that dictate bulk pricing structures. Sourcing premium ring-spun or high-denier synthetic blanks treated with advanced soil-release finishes demands a higher initial unit cost compared to buying cheap, low-tensile promotional items. However, an analysis of the total operational life cycle proves that this upfront investment pays off by completely eliminating post-production defect penalties and employee replacement requests. When you calculate the true cost of specialized technical apparel lines, the financial formulas depend entirely on color separation steps, screen tooling fees, and embroidery digitization paths. For limited capsule runs, these fixed setup expenses add significant costs to every unit produced. By scaling up order volumes within your core mid-sizes, you amortize these setup fees across a larger pool of units, driving down individual production costs.
Furthermore, procurement directors must build explicit financial safety buffers into their logistics planning models to handle the realities of cross-border transport. Air cargo lanes provide fast transport for time-sensitive corporate rollouts, but they expose your project margins to volatile fuel price changes and sudden seasonal freight spikes. Shifting your core ordering schedules to ocean or intermodal ground lanes dramatically lowers your shipping costs per unit. This strategy requires establishing clean manufacturing timelines that account for container tracking buffers, customs clearance holds, and local hub delivery steps. Navigating these parameters smoothly requires a reliable field roadmap to evaluate shipments before they clear your receiving point. Contract terms must clearly define delivery targets, establishing clear financial penalties for unexpected delays that compromise critical institutional event calendars.
6. Engineering Benchmark Profiles: AATCC/ASTM Lab Threshold Metrics
To establish reliable quality control parameters on the factory floor, procurement managers must require independent laboratory validation data that measures physical fabric performance against recognized international standards. Sourcing teams should never rely on vague supplier promises regarding durability. Instead, require formal testing verification conducted under standardized ASTM and AATCC testing methods. The table below outlines the clear engineering performance differences between premium pre-stabilized high-visibility polyester uniforms and entry-level promotional custom blanks:
| Engineering Performance Metric | Standard Test Method | Premium Pre-Stabilized High-Visibility Polyester | Entry-Level Promotional Custom Blank |
|---|---|---|---|
| Warp-Direction Shrinkage Max Limit | AATCC Test Method 135 | < 1.0% Contract Tolerances | > 4.5% Contraction Structural Deformation |
| Surface Pilling Resistance Grade | ASTM D3512 Random Tumble | Grade 4.5 Clean Surface Profile | Grade 2.0 Heavy Fuzz Fabric Degradation |
| Tensile Bursting Strength Rating | ASTM D3786 Diaphragm Burst | > 420 kPa High Structural Integrity | < 210 kPa Structural Stitch Line Tear Risk |
| Colorfastness Rating Under Laundering | AATCC Test Method 61 Color Change | Grade 4.5 Exceptional Disperse Dye Lock | Grade 3.0 Bleeding Under High-Heat Wash |
Analyzing these technical benchmarks shows that choosing entry-level promotional blanks introduces serious long-term quality risks to your inventory. A warp-direction contraction rate exceeding 4.5% means that after a few high-temperature wash cycles, your carefully positioned custom designs will deform completely. This deformation creates a twisted look that destroys the visual appeal of your products. Mandating premium synthetic construction guarantees that your custom items preserve their shape, alignment, and comfort metrics throughout their operational lifecycle.
7. Fatal Sourcing Gaps: Destructive Blindspots in High-Visibility Polyester Quality Control
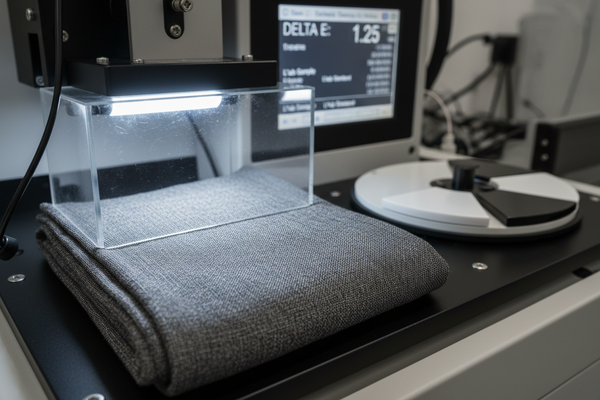
One of the most dangerous blindspots in large-scale corporate procurement is validating the optical compliance of a high-visibility apparel shipment entirely through digital PDF proof sheets or uncalibrated photos sent via smartphone from the vendor floor. Digital monitors display color fields using trans-illuminated RGB pixel arrays, which vary wildly depending on device settings and ambient lighting. Physical high-visibility textile inks, on the other hand, reflect light using solid fluorescent compounds bound to synthetic polyester fibers. When you approve a high-volume production run based solely on a digital image, you risk serious color variations across your delivery lots. A shade that appears as a vibrant, compliant fluorescent amber on a high-end laptop screen can easily turn out as a cold, non-compliant orange when stamped onto physical polyester strands, instantly failing regional road safety visibility audits at the destination delivery port.
A secondary operational gap involves failing to include an integrated logistics safety cushion within your regional delivery timelines, a concept tracked inside enterprise supply networks as Logistics Routing Buffer Time. Procurement managers frequently build scheduling calendars that assume perfect shipping performance, mapping factory output completion dates directly to workforce deployment rollouts. This approach leaves zero room for common transport disruptions like port congestion, customs inspections, and cross-dock delays. When a shipping route experiences an unexpected hold, the lack of a timeline buffer forces enterprise teams to choose between delaying vehicle deployments or paying extreme air freight premiums to rush replacement merchandise forward. Sourcing directors must build a mandatory 14-day logistics cushion into all overseas production schedules to protect corporate launch dates from volatile international freight networks.
Furthermore, many volume clothing programs suffer unexpected cost overruns because buyers fall into the trap of using a Bulk Contract Multi-Tier MOQ framework without confirming that the manufacturing mill can run variable style options under a single master pricing tier. They assume that hitting a total volume of 5,000 units allows them to split production across multiple distinct styles, such as hoodies, short-sleeve tees, and aprons, while keeping the high-volume discount active across every item. In reality, textile factories operate on independent automation tracks optimized for specific garment patterns. Forcing a mill to execute short, fragmented runs across completely separate styles under a single bulk contract rate disrupts machine setups and causes high tooling overheads. Sourcing managers must clarify style division flexibility within initial contract negotiations to avoid unexpected billing adjustments that compromise project margins.
[shortcode_buyer_questions]8. Supply Chain Intelligence Summary: Verified Global Tech Fleet Bundles Action Ledger
How can enterprise procurement managers reliably audit synthetic high-visibility garments to ensure compliance before authorizing bulk wire payments?
To verify real material performance before processing high-volume bank wires, you must require your supplier to provide independent laboratory test sheets run under AATCC Test Method 135 and Test Method 61 protocols. This technical test subjects the raw fabric rolls to multiple continuous commercial wash runs at high temperatures, establishing a clear, objective measurement of dimensional stability. If the verified lab report shows a warp-direction contraction metric exceeding 1.0%, the material fails to meet premium apparel standards. In that case, the fabric rolls must return to the processing mill for additional stabilization treatments before entering the cutting line.
What physical parameters dictate true longevity benchmarks for high-visibility uniforms deployed in high-friction environments?
The service life of industrial high-visibility apparel depends on the physical density of the synthetic substrate, the durability of its retroreflective tape arrays, and the chemistry of its soil-release topcoat. Sourcing teams must ensure all contract manufacturing specifications require verifiable laboratory tracking data to maintain absolute high-visibility color integrity across multi-cycle industrial laundering configurations. Furthermore, factories must use premium continuous-filament yarns that deliver high baseline tensile endurance, preventing the fabric matrix from fraying under active wear stresses.
Why does ordering a flat linear distribution of uniform garments create immediate dead stock waste for corporate field networks?
Relying on flat linear size run breakdowns assumes that employee size profiles distribute evenly across all options. In the real world, employee populations cluster in a shifting binomial curve centered on core mid-range sizes, while edge sizes show very low volume requirements. When you force a linear purchase order onto a real-world workforce group, you automatically trigger an immediate supply imbalance. Your core mid-size stocks sell out on the first day, leaving you with an unexpected shortage, while your extreme edge units sit un-utilized in boxes as depreciating dead stock assets.
What steps should quality control agents implement at the destination delivery port to confirm shipment compliance before warehouse distribution?
Your quality control team must run a strict triple-point inspection gate protocol on a random sample of inbound boxes before signing the carrier release logs. First, verify the actual fabric grammage using digital precision scales to confirm the product matches your specified GSM weight density targets. Second, perform a sharp cross-directional tension pull check along all customized borders to verify that the non-woven backing has not split or failed. Finally, run a wet-friction white fabric rub check across all screen-printed areas to confirm that the inks have cured fully inside the factory drying tunnels.