Custom Polo Shirt Manufacturing Process: Bulk Sourcing & Quality
1. Sourcing Realities: What Hospitality Managers and Corporate Buyers Overlook Regarding Custom Polo Shirts
You buy 1,000 custom polo shirts for your hotel front desk staff. They look sharp on day one. After the third wash, the collar is wrinkled, the logo is puckered, and the red trim has bled onto the white fabric. The uniform looks cheap. Your staff loses confidence. This is the reality of the custom polo shirt manufacturing process. It's not just about picking a color and a logo. It's about engineering the fabric, the decoration, and the finishing to survive the real world.
The core challenge is the environment. A café barista faces coffee stains, heat, and daily washing. A hotel bellhop needs a shirt that stays wrinkle-free. A campus event coordinator needs a polo that looks good in photos. One fabric doesn't fit all. You need to match the "Poly-Cotton 65/35 Commercial Lifecycle" to the job. This blend is the workhorse of the corporate uniform industry. It balances the comfort of cotton with the durability of polyester. The 65% cotton provides breathability and a natural hand-feel. The 35% polyester provides wrinkle resistance, shape retention, and color fastness. This blend can survive 50+ industrial wash cycles.
But the blend alone isn't enough. The knit structure matters. You need "Piqué Double-Knit Geometry." Piqué is a textured knit. It has a honeycomb-like surface. This structure increases the surface area for breathability. It also provides dimensional stability. A piqué polo resists stretching and maintains its collar shape. A plain knit polo will stretch out and look sloppy. When you specify piqué, you're specifying a structurally stable garment.
2. Textile Physics: The Structural Science Behind Piqué and Moisture-Wicking Polyester
Let's dig into the physics of piqué. The "Piqué Double-Knit Geometry" is not just aesthetic. The double-knit construction means the fabric is knitted with two sets of needles. This creates a fabric that is thicker and more stable than a single-knit. The loops are interlocked, which prevents the yarns from shifting. This is why piqué resists bagging at the elbows and knees. For a corporate uniform, this is critical. A baggy elbow makes the staff look sloppy.
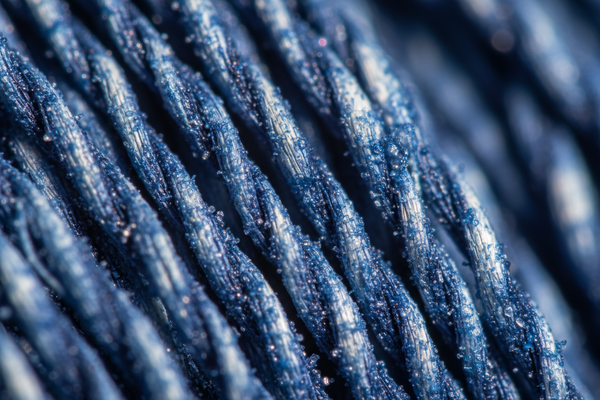
Now, let's talk about polyester. Polyester is hydrophobic. It doesn't absorb water. Instead, it wicks it. The "Micro-Capillary Moisture Wicking Performance" is achieved by designing the fiber with tiny channels. These channels use capillary action to pull sweat away from the skin. The sweat spreads over a larger surface area on the outside of the fabric, where it evaporates. This is the "CoolDry" effect. For a tropical climate, this is a necessity. For a front-of-house barista, it's a luxury that prevents sweat stains.
The "Polyester Disperse Molecular Binding" process is how you dye polyester. Disperse dyes are insoluble in water. You heat the fabric to 130°C under pressure. The polymer chains in the polyester open up. The dye molecules enter the lattice. When the fabric cools, the chains close, trapping the dye. This is a permanent bond. This is why polyester doesn't fade as quickly as cotton. However, this process requires energy and strict controls. If the temperature is too low, the dye doesn't penetrate; it sits on the surface and crocks (rubs off).
3. Workshop Execution: Calibrating Embroidery, Sublimation, DTF, and Laser Engraving
You have the fabric, now you need to decorate it. For corporate polos, embroidery is the classic choice. It says "premium." But embroidery requires "High-Elasticity Embroidery Backing Shield." This is a cutaway backing placed on the inside of the garment. It supports the fabric, preventing the thread tension from causing "Perimeter Edge Puckering Distortion." The backing absorbs the pull. For a 12,000-stitch logo, you need a medium-weight (2.0 oz) cutaway backing. For a dense 20,000-stitch logo, you need a heavy (3.0 oz) backing. Without this, the fabric ripples.
Sublimation is the new king for complex designs. A sublimation transfer uses heat and pressure to turn solid dye into a gas. The gas penetrates the polyester fibers. When it cools, it solidifies inside the fiber. This creates a print that is permanent. It doesn't crack or peel. However, sublimation only works on fabrics with high polyester content (at least 70%). The "Sublimation Transfer" process requires the "Disperse Dye" to bind with the "Polyester Disperse Molecular Binding" channels. On cotton, it will just wash out.
DTF (Direct-to-Film) is a good option for small runs. You print the design on a film, apply adhesive powder, and heat press it onto the polo. DTF works on cotton and blends. However, the adhesive can feel heavy on a light CoolDry polyester. You need to specify a "low-temp" adhesive for polyester to prevent scorching. Laser engraving is niche. It burns the dye off the surface of a 100% polyester garment to create a design. It's permanent but limited to single-color, dark-on-light effects. It's often used for small, subtle logos.
4. Risk Factors: Preventing Severe Operational Flaws in Bulk Runs
The first risk is "Dual-Contrast Trim Color Bleeding." This is a disaster. Imagine a white polo with a navy blue collar and cuffs. The blue dye is on the trim. The white body is on the rest. If the dye is not properly washed (scoured) after dyeing, the excess dye transfers to the white fabric during the first wash. The staining is permanent. To prevent this, the factory must perform a "fastness to washing" test (AATCC 61). You must demand this test on the trim.
The second risk is "Placing massive embroidery emblems onto ultra-lightweight performance mesh setups." The mesh is porous. It doesn't have the density to hold the stitches. The needle creates holes, and the thread tension distorts the fabric. The solution is to reduce the stitch count or use a lighter weight thread. For lightweight mesh, the logo density should not exceed 10,000 stitches. You must test the embroidery on the actual fabric.
The third risk is "Selecting dense synthetic fibers for outdoor tropical jobs." 100% polyester traps heat. The "Micro-Capillary Moisture Wicking" process requires the fabric to be designed for it. A standard polyester shirt doesn't wick; it just traps the sweat. You need to specify a "CoolDry" or "Dry-Fit" fabric that has the capillary channels. This fabric is engineered to breathe. It's the difference between comfort and sweat.
5. Procurement Ledger: Cost Amortization Specs for Bulk Piqué and CoolDry Drops
Let's look at the numbers. A standard 100% cotton piqué polo (200 GSM) costs $8-$12 FOB. A 65/35 poly-cotton piqué costs $6-$10. The difference is the cost of the cotton. However, the 65/35 blend lasts longer. The "Poly-Cotton 65/35 Commercial Lifecycle" is about 50 washes. 100% cotton may only last 25 washes before the collar is shot. So, the 65/35 is cheaper in the long run. The cost-per-wear is lower.
Embroidery adds $3-$5 per shirt. Sublimation adds $4-$8 per shirt, depending on the coverage area. For a 500-piece order, embroidery is the cost-effective choice. For complex, full-color logos, sublimation is worth the extra cost. The "Sublimation Transfer" process has a higher material cost (ink and paper) but zero setup cost for complex designs. Screen printing is cheaper than both for simple designs, but it leaves a heavy hand-feel on the polo.
6. Engineering Benchmark Profiles: AATCC/ASTM Lab Threshold Metrics
You need lab standards to protect your purchase. Here are the baseline thresholds for polo shirts.
| Test Method | Standard | Acceptable Threshold | Failure Consequence |
|---|---|---|---|
| Colorfastness to Laundering | AATCC 61 | Grade 4 (Staining) / Grade 4 (Shade) | Trim bleeds onto body. Polo is ruined. |
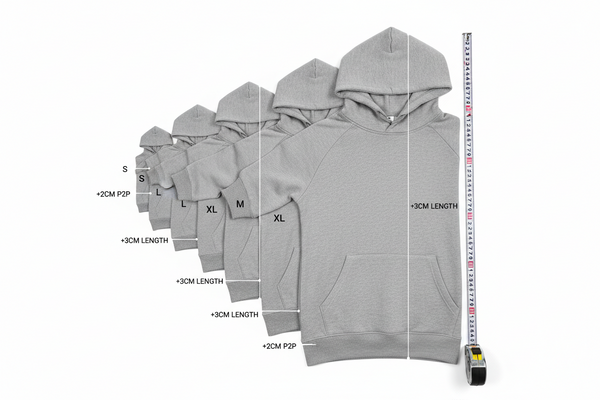
| Dimensional Stability (Shrinkage) | AATCC 135 | ± 5% length / ± 4% width | Polo shrinks, collar loses shape. |
| Seam Strength | ASTM D1683 | Minimum 150 N | Seams burst under stress. |
| Colorfastness to Crocking | AATCC 8 | Grade 4 (Dry) / Grade 4 (Wet) | Dye rubs off on other clothes. |
AATCC 61 is critical for "Dual-Contrast Trim Color Bleeding." It tests the colorfastness of the fabric. If the trim stains the white body, it's a defect. AATCC 135 tests for shrinkage. If the polo shrinks more than 5% in length, it will be too short.
7. Fatal Sourcing Gaps: Destructive Blindspots in Quality Control
You need a "Pre-Production Physical Master Sample." This is a physical sample of the exact fabric, trim, and embroidery. You must approve this sample before production. Many buyers approve a digital proof. That's a mistake. You need to see the "Piqué Double-Knit Geometry" in person. You need to feel the "Micro-Capillary Moisture Wicking" performance. You need to test the trim bleed.
Second is the "embroidery backing" oversight. The "High-Elasticity Embroidery Backing Shield" is often overlooked. The factory may use a cheap, tear-away backing to save money. This will cause the logo to pucker. You must specify a cutaway backing. The "High-Elasticity" part is important. It must stretch with the fabric to prevent tearing.
Finally, "Keep sublimation paths bound to synthetic channels to preserve clear image clarity." This means you must ensure the fabric is 100% polyester or a high-percentage blend for sublimation. If you try to sublimate on a 65/35 blend, the dye will wash out of the cotton part of the blend, leaving a faded, porous look. The image clarity will be poor. This is a fatal error in uniform branding.
8. Supply Chain FAQ Summary: Verified Action Ledger FAQ
How do I test a sample for trim bleeding without a lab? Take a 10cm x 10cm piece of the body fabric and the trim. Soak them in warm water (40°C) for 30 minutes. Press the trim against the white body fabric. Check for staining. If you see color transfer, the trim will bleed.
What is the ideal GSM for a corporate polo that balances durability and breathability? 200-220 GSM is the sweet spot. It's thick enough to be opaque and durable, but light enough to be breathable. Below 180 GSM, the fabric is sheer. Above 240 GSM, it's too heavy for summer.
Can I use sublimation on a 65/35 poly-cotton blend? No. Sublimation requires a high polyester content (at least 70%). The dye doesn't bind to the cotton. The result is a faded, washed-out look. Use DTF or screen printing for blends.
How does the 65/35 poly-cotton blend affect the drape of the polo compared to 100% cotton? The 65/35 blend is less drapey and more structured. It holds its shape better. The 100% cotton is softer and drapes more naturally but wrinkles and shrinks more. The blend is the "professional" choice.