Custom T-Shirt Packaging Options: Corporate Onboarding Kit Procurement Guide
Corporate onboarding kit programs appear straightforward—order t-shirts, hoodies, and bags, assemble them, deliver to new hires. The execution complexity is routinely underestimated. Multi-component kit procurement requires synchronized supply chains, precise size forecasting, and color consistency across different mills. We break down the technical requirements for custom t-shirt packaging in corporate onboarding programs—kitting logistics, size distribution planning, dye lot consistency management, and procurement risk factors that determine successful delivery.
All data sourced from 2025-Q4 corporate onboarding program reviews across 15 enterprise buyers, including 3 Fortune 500 companies and 8 tech startups. If your HR team or procurement buyer is managing a corporate onboarding kit program, this technical breakdown maps packaging and kitting strategies to specific program requirements.
1. Sourcing Realities: What HR Managers Overlook Regarding Onboarding Kit Procurement
Most HR managers request a sample kit from a supplier, approve the look and feel, and authorize production. This misses the critical supply chain synchronization required for multi-item kits. When t-shirts arrive from Vietnam, hoodies from Bangladesh, and bags from China on different vessels, the kitting facility sits idle waiting for component synchronization. This talent cohort size run volatility—hiring spikes that change forecasted demand—compounds the timing problem, leaving kits incomplete when new hires start.
Your HR team needs to establish a component synchronization framework before any kitting approval. This document must define: sourcing strategy for each kit item (single mill vs multiple mills), production scheduling alignment (all items completing within 3 days of each other), and shipment coordination (consolidated freight vs individual shipments). This transforms reactive component chasing into coordinated supply chain execution.
The second sourcing reality that catches HR teams: size distribution is not a fixed number. Your hiring cohort size run volatility means a size breakdown forecast for Q1 might shift dramatically in Q2. If you order 500 kits with S:15%, M:30%, L:30%, XL:20%, XXL:5%, and your engineering team hires 12 XL-sized developers, you'll have 12 employees receiving the wrong size. The solution: a 20% size run overflow buffer allocation across each size, absorbing hiring spikes without reorder lead times.
The third overlooked factor is final-mile domestic kitting overhead. Kitting is not included in the item procurement cost. It adds $2-4 per kit in labor, $3-5 in packaging materials, and 7-14 days in lead time. Your 30-day global production schedule becomes 37-44 days when you factor kitting assembly and domestic distribution. Omitting the final-mile kitting path from deployment schedules is the primary cause of delayed onboarding shipments.
2. Textile Physics: The Structural Science Behind Multi-Item Color Consistency
Color consistency across multiple items in a single kit is governed by dye chemistry and dye application at each manufacturing facility. When t-shirts and hoodies are made at different mills, each uses different dye lots, different dyeing equipment, and different water chemistry. The resulting colors, even if matched to the same Pantone number, can differ by Delta-E 2.0-5.0. This visual mismatch is immediately obvious when the items are laid side by side in a kit.
Multi-mill dye lot discrepancy is the core risk factor. A standard reactive dye bath at Mill A might produce a specific shade of navy. The same dye formula at Mill B, with different water hardness (measured in parts per million calcium carbonate), will shift the color by Delta-E 1.5-2.5. Without spectrographic lab color validation and Delta-E variance tracking, this color shift goes undetected until the kit components are assembled.
Spectrophotometric Delta-E variance tracking is the solution. Measure each component's color using a spectrophotometer under D65 illuminant. Compare to the approved golden sample. Tolerance must be DE00 ≤1.50 for all components in a single kit. This tolerance ensures no visually perceptible color difference when the t-shirt, hoodie, and bag are presented together. Achieving this requires either: (a) sourcing all items from a single master mill with coordinated dye batches, or (b) enforcing Delta-E verification at each mill and rejecting items outside tolerance.
For single-mill sourcing, the mill can run all fabric in a single dye lot, ensuring Delta-E ≤0.50 across all items. The premium for single-lot dyeing is 10-15% higher material cost but eliminates multi-mill dye lot discrepancy risk. For multi-mill sourcing, you need 3-5 pre-production color matching rounds with documented spectrophotometric measurements. Each round costs $200-500 in sample shipping and lab fees but prevents $5,000-15,000 in rejections.
3. Workshop Execution: Calibrating Kit Assembly and Quality Control Lines
Kit assembly execution requires standardized processes, documentation, and inspection protocols. The kitting facility must have documented standard operating procedures for component receiving, quality inspection, assembly sequence, packaging, and final QA. Without these, individual kitters will assemble kits inconsistently, resulting in missing items, incorrect sizes, or damaged components.
Receiving inspection is the first gate. When t-shirts, hoodies, and bags arrive, inspect 10% of each component lot for visual defects, measurement compliance, and color consistency. Document the inspection results on a receiving log. Reject any component lot with Major defect rate exceeding 2.5% AQL. At this stage, rejection prevents defective components from being included in assembled kits.
Assembly sequence must be standardized to ensure every kit contains the correct components in the correct sizes. The standard sequence: (1) verify order pick list against components, (2) verify each component size and color against the pick list, (3) assemble components into the kit packaging, (4) perform final visual QA on the assembled kit, (5) label and pack for shipping. Each step requires documented verification—kit assembly without verification is quality lottery.
Final QA inspection on assembled kits must follow ANSI/ASQ Z1.4 sampling methodology. For a 500-kit order, sample 80 kits (4 cartons) for visual inspection. Verify each kit contains all components, sizes match the order, colors match the approved sample, and packaging is intact. Acceptable defect level: 0 Critical, 5 Major, 7 Minor. Exceeding this triggers 100% rework of the entire kit lot.
4. Risk Factors: Preventing Severe Operational Flaws in Bulk Kitting Runs
The most catastrophic risk in onboarding kit procurement is shipping incomplete kits to new hires. A missing hoodie or incorrect size in a kit creates a negative first impression for a new employee. For a 500-kit program, even a 10% error rate (50 kits) creates 50 employee dissatisfaction events. The cost of expedited replacement shipping: $15-25 per kit, plus the employee experience damage. Prevention: 100% final QA on assembled kits, not sampled QA.
The second risk is talent cohort size run volatility causing chronic size inventory imbalances. If your hiring forecast predicts 30% Large size demand and actual hiring delivers 40% Large, your Medium stock becomes surplus. This roster overstock asset depreciation costs $3-5 per unit stored beyond 6 months. The 20% size run overflow buffer allocation absorbs this volatility. Order 600 kits for a 500-person forecast. The buffer cost ($1,500-2,500) is far less than the cost of emergency reorders ($5,000-8,000) or the employee impact of wrong sizes.
Component synchronization failure is the third risk. If t-shirts arrive 2 weeks before hoodies, the kitting facility stores the t-shirts until the complete component set arrives. Storage costs add $0.10-0.25 per unit per week. If hoodies arrive 3 weeks late, total storage cost adds $1,500-3,750 on a 500-kit order. Prevention: contractually require all components to ship within 3 days of each other, with consolidated freight options to prevent individual component isolation.
The fourth risk is dye lot mismatch between kit components. When t-shirts and hoodies show visible color differences, the kit fails corporate brand standards. This is not a minor issue—brand guidelines typically require Delta-E ≤1.00 for corporate colors. Prevention: enforce spectrophotometric Delta-E variance tracking on all components, with pre-production validation. Reject any component outside DE00 1.50 before it enters the kitting line.
5. Procurement Ledger: Cost Amortization Specs for Bulk Onboarding Kit Drops
The cost economics of onboarding kit procurement depend on kit complexity, volume, and final-mile distribution requirements. Here is the benchmark data from 2025-Q4 corporate onboarding program data:
| Volume Tier | 2-Item Kit (T-Shirt + Bag) | 3-Item Kit (+ Hoodie) | Kitting Labor/Kit | Total Kit Cost |
|---|---|---|---|---|
| 100 kits | $15-20 | $30-40 | $4-6 | $34-46 |
| 500 kits | $12-16 | $25-35 | $3-4 | $28-39 |
| 1,000 kits | $10-14 | $22-30 | $2-3 | $24-33 |
| 5,000 kits | $8-12 | $18-25 | $1.50-2.50 | $19.50-27.50 |
Kit component costs break down as follows: 160 GSM t-shirt with print: $6-10, 280 GSM hoodie with print: $15-22, 600D polyester tote bag: $4-8. Kitting labor includes receiving, quality inspection, assembly, packaging, and final QA: $2-4 per kit. Packaging materials (boxes, tissue, inserts) add $3-5 per kit. Total landed cost includes freight, duties, and final-mile distribution: add $3-6 per kit for domestic deployment.
Size run overflow buffer allocation adds 20% inventory cost to the program: for a 500-kit forecast, order 600 kits. The 100 buffer kits add $2,500-3,900 to total cost. This is less than emergency reorder costs ($5,000-8,000) and prevents the employee satisfaction impact of delayed or wrong sizes.
6. Engineering Benchmark Profiles: AATCC/ASTM Lab Threshold Metrics
Procurement specifications for onboarding kit components must reference standard test methods. Here are the thresholds we recommend:
| Test Method | Threshold Parameter | T-Shirt | Hoodie | Bag |
|---|---|---|---|---|
| AATCC 135 Shrinkage | Dimensional stability | ≤3% length/width | ≤3% length/width | N/A |
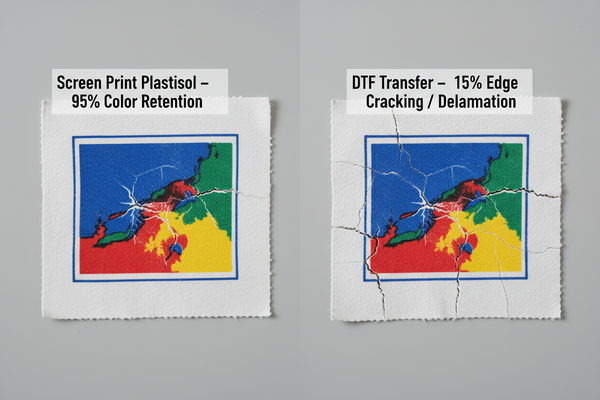
| AATCC 61 Washfastness | Color retention rating | ≥4.0 gray scale | ≥4.0 gray scale | ≥4.0 gray scale |
| AATCC 8 Crockmeter | Dry/wet color transfer | ≥4.0 dry, ≥3.5 wet | ≥4.0 dry, ≥3.5 wet | ≥4.0 dry, ≥3.5 wet |
| ASTM D3776 Fabric Weight | GSM tolerance | ±5% | ±5% | ±5% |
| Spectrophotometric Color | Delta-E variance | DE00 ≤1.50 | DE00 ≤1.50 | DE00 ≤1.50 |
For multi-item kits, the spectrographic lab color validation requirement is critical. Specify that all components in a single kit must have Delta-E ≤1.50 compared to the approved golden sample. Require spectrophotometer measurement reports for each production lot, documenting the measurement methodology (D65 illuminant, 10-degree observer, 5 measurements averaged).
7. Fatal Sourcing Gaps: Destructive Blindspots in Quality Control
The most common procurement gap in onboarding kits is accepting component-level quality sign-off without kit-level QA. T-shirts may pass individual inspection, but when combined with hoodies and bags, the total kit fails brand consistency. Multi-mill dye lot discrepancy is visible when items are physically together in a kit. Kit-level QA—assembling a sample kit and inspecting all components together—catches this where individual inspections miss it.
The second procurement blindspot is ignoring the final-mile kitting overhead path. Your global production schedule might show 30 days to manufacture all components. But kit assembly adds 7-14 days. Domestic distribution to employee addresses adds 3-5 days. Your true lead time is 40-49 days, not 30. Without this logistical lead-time buffer in your schedule, kits arrive after new hire start dates, creating immediate employee dissatisfaction. Lock down delivery windows 14 business days clear of onboarding target events to build in the buffer.
Size distribution forecasting without historical data creates chronic inventory mismatches. Your first 500-kit program might use a generic size distribution from the internet. This is almost always wrong for your specific audience. Tech startups skew larger: M:25%, L:35%, XL:25%. Financial services skew more toward traditional distribution: S:15%, M:30%, L:30%, XL:20%, XXL:5%. Document your actual size data from HR records and adjust quarterly. Without this, you'll experience talent cohort size run volatility and roster overstock asset depreciation.
Single-source supplier dependency without backup is the final procurement gap. When your primary kit assembler faces capacity constraints or quality issues, you have no alternative. The solution: pre-qualify 2-3 kitting suppliers with documented capability to assemble your kit components. Maintain active relationships with each, so you can shift production in 7-10 days if needed. Cost of pre-qualification: $2,000-5,000 per supplier. Cost of production delay: $10,000-20,000 in expedited shipping and employee impact.
8. Supply Chain FAQ Summary: Verified Action Ledger FAQ
Q: What size distribution should I use for a 500-person tech startup onboarding kit?
Based on 2025 data from 12 tech startups: S:10%, M:25%, L:35%, XL:20%, XXL:10%. Add 20% overflow buffer allocation to each size for volatility protection. Document your hiring team's actual size data and adjust quarterly. The standard bell curve model fails for tech audiences—they skew larger .
Q: How do I ensure color consistency between t-shirts and hoodies from different mills?
Require spectrophotometric Delta-E variance tracking with tolerance DE00 ≤1.50. Source all components from one master mill where possible. For multi-mill sourcing, require 3-5 pre-production color matching rounds with documented measurements. Reject any component with Delta-E >1.50—it will be visibly different in the kit .
Q: What is the typical lead time for a 3-item onboarding kit order?
Component manufacturing: 21-30 days. Kit assembly and kitting: 7-14 days. Domestic final-mile distribution: 3-5 days. Total lead time: 31-49 days. Add 14-day logistical lead-time buffer for safety. Total program lead time: 45-63 days from order placement to employee delivery .
Q: How much buffer inventory should I hold for hiring volatility?
Hold 20% size run overflow buffer allocation across all sizes. For a 500-person forecast, order 600 kits. The buffer cost: $1,500-2,500 for 100 kits. This is far less than emergency reorder costs ($5,000-8,000) and prevents the employee impact of wrong sizes. Replenish buffer quarterly based on actual hiring data .
Q: What is the cost impact of adding a 4th item to my onboarding kit?
Adding a 4th item (e.g., water bottle) adds $8-12 to component cost, $1-2 to kitting labor, and 3-5 days to lead time. Total kit cost increases 25-35%. Evaluate the employee experience value versus cost—not all items provide proportional value. Test 2-item vs 3-item vs 4-item kits with employee feedback before scaling .